
Главная » CADmaster №2-3(47-48) 2009 » Машиностроение Моделирование литейных процессов. Эпизод 2-й. «ПолигонСофт» как он есть
Введение
В предыдущем номере 1, начат цикл статей, посвященных практической стороне моделирования литейных процессов. В этом цикле описываются основные приемы и особенности работы в разных СКМ ЛП, без сравнительного анализа математических моделей и методов.
Группа компаний CSoft распространяет на территории России четыре СКМ ЛП (в скобках указаны компания-производитель и страна):
- ProCAST (ESI Group, Франция);
- QuikCAST (ESI Group, Франция);
- СКМ ЛП «ПолигонСофт» (ООО «Полигон», Россия);
- LVMFlow (НПО МКМ, Россия).
Это программы разного уровня сложности, разной ценовой категории и с ориентацией на разный уровень пользователей. Начав с наиболее мощной из указанных систем — ProCAST 1, кажется логичным перейти к описанию наиболее близкой к ней системы. В нашем списке это СКМ ЛП «ПолигонСофт».
Краткая характеристика
Первая версия СКМ ЛП «ПолигонСофт» (старое название — САМ ЛП «Полигон») разработана в 1989 году в Центральном научно-исследовательском институте материалов (ЦНИИМ, СанктПетербург) по тематике Министерства оборонной промышленности. До сих пор это единственная конечно-элементная СКМ ЛП в России. С помощью системы можно моделировать все традиционные способы литья металлов:
- литье в песчаную форму с любым связующим;
- литье в кокиль (в том числе охлаждаемый);
- литье по выплавляемым моделям;
- литье по процессу вакуумно-пленочной формовки;
- литье под давлением;
- литье под низким давлением;
- жидкая штамповка (литье с кристаллизацией под давлением);
- затвердевание с учетом подвода электрического тока;
- направленное затвердевание в вакуумных печах при лучистом теплообмене.
Разработчики утверждают, что при умелом использовании можно получить приемлемые результаты для литья по газифицируемым моделям и центробежного литья, хотя специальные модели в системе отсутствуют.
Одно из несомненных преимуществ «ПолигонСофт» — модель усадочной макро- и микропористости, которая позволяет прогнозировать образование дефектов в отливках ответственного назначения (рабочие и сопловые лопатки ГТД, моноколеса, крыльчатки насосов
В настоящее время разработкой системы занимается ООО «Полигон». В статье описана последняя на текущий момент версия — «ПолигонСофт» 13.0 xCore.
Подготовка к расчету
Подготовка к расчету включает в себя подготовку сеточной модели расчетной области, определение граничных (ГУ) и начальных (НУ) условий. «ПолигонСофт» имеет целых четыре препроцессорных модуля:
- «Мастер-3D» — работа с сеточной моделью;
- «Сплав» — управление ГУ и НУ;
- «Оптима» — оптимизация КЭ-модели для расчета прямым методом;
- «Трассировка» — подготовка специального файла геометрии для расчета радиационного теплообмена с учетом эффектов переизлучения и затенения.
В предыдущей статье 1 говорилось, что использование МКЭ подразумевает решение задач, связанных с подготовкой расчетной конечно-элементной (КЭ) модели. Например, ProCAST имеет для этого собственный (и очень хороший) генератор КЭ-сеток и оболочек MeshCAST. К сожалению, у СКМ ЛП «ПолигонСофт» собственного генератора нет, поэтому применение системы будет неизбежно сопряжено с использованием дополнительного программного обеспечения и, следовательно, дополнительными тратами на его покупку. С другой стороны, модуль «Мастер-3D», в который загружается сетка для подготовки к расчету, понимает форматы многих известных инженерных программ, среди которых MeshCAST, который, в принципе, можно купить отдельно, и это на сегодняшний день, возможно, лучший вариант.

К слову сказать, производители «ПолигонСофт» уже тестируют собственный генератор КЭ-сеток — и очень может быть, что скоро все сказанное выше потеряет актуальность.
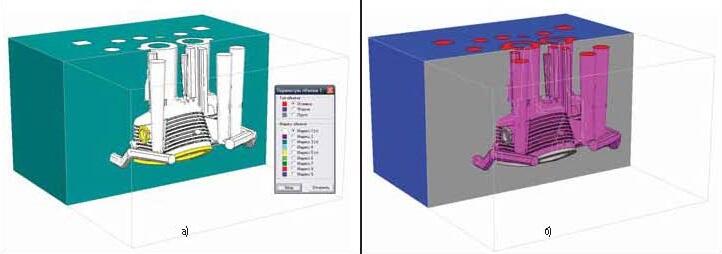
Подготовка к расчету сеточной модели в модуле «Мастер-3D» состоит в ее правильной ориентации в пространстве и определении типов и индексов объемов и границ. Индексация — это то, что отличает «ПолигонСофт» от всех остальных систем моделирования литейных процессов, поэтому стоит описать ее подробнее.
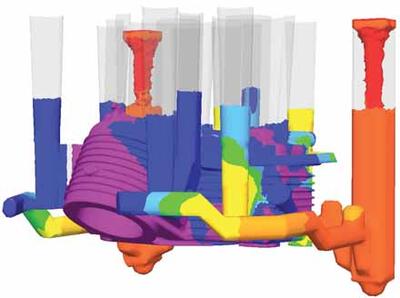
О «цветовой дифференциации» в «ПолигонСофт»
«Когда у общества нет цветовой дифференциации штанов — то нет цели! А когда нет цели, то общество обречено на вымирание» (из кинофильма «Кин-дзадза»). В этом смысле «ПолигонСофт» ждет долгая и счастливая жизнь, потому что с цветовой дифференциацией в этой СКМ ЛП все в порядке.
Всем сеточным телам и их границам в СКМ ЛП «ПолигонСофт» присваиваются индексы. Индексов тел, которые называются «индексами объемов», девять (от 1 до 9). По «индексу объема» телам формы присваиваются определенные свойства материала (материал отливки задается отдельно). Всего в расчете может участвовать десять различных материалов (один материал отливки и девять — формы).
С границами немого сложнее. Исторически сложилось так, что в «ПолигонСофт» граница двух тел (например, отливка-форма) задается дважды. То есть все как в жизни: у формы своя граница, у отливки — своя. Теоретически можно задать на этих границах разные ГУ, нопрактически этого, наверное, никто не делает. Всего может быть назначено десять индексов границ, и они нумеруются цифрами от 0 до 9. При этом считается, что границы с индексом 0 — это границы внутри тела (или границы симметрии), от 1 до 7 — границы между отливкой и формой, а 8 и 9 — границы со средой. Чтобы не запутаться во всех этих индексах, каждому из них присвоен определенный цвет
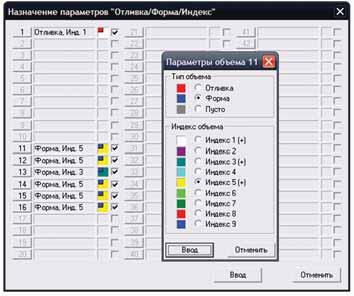
Цвета запоминаются гораздо лучше, чем цифры, и, таким образом, индексация объемов и границ (а фактически назначение материалов и ГУ) превращается в подобие игры «раскрась свою отливку».
Какие цвета/индексы задавать объемам и границам, пользователь узнаёт (или задает) в модуле «Сплав», в котором просматриваются и редактируются все данные по материалам, ГУ и задаются специальные параметры процесса: перемещение тел относительно друг друга, изменение характеристик окружающей среды, пропускание электрического тока
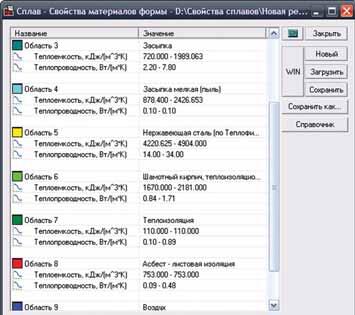
Например, нажав на кнопку Свойства материалов формы, пользователь попадает в окно редактора, где может задать свойства до девяти материалов формы в соответствии с заданными в «Мастере-3D» индексами объемов. Заданный набор материалов сохраняется в файл. Таким же образом задаются условия теплоотдачи на границах и все остальные необходимые условия.
Эта несколько запутанная на первый взгляд система индексов имеет одно огромное преимущество. Она позволяет в условиях литейного производства минимизировать время на подготовку к расчету и снизить требования к квалификации персонала при сохранении качества расчета.
Предположим, на предприятии используются технологии литья по выплавляемым моделям и в землю. Следовательно, применяется вполне определенный перечень материалов формы и, что главное, постоянный. Это керамика, песчано-глинистая смесь, стержни, холодильники, возможно, какие-то дополнительные материалы (например, стальной поддон, на который ставят форму при ЛВМ). Можно создать один общий или два отдельных файла (для ЛВМ и литья в землю), в которых разным областям (индексам) будут назначены соответствующие свойства материалов. Таким же образом поступаем с файлами, содержащими параметры теплопередачи на границах отливка-среда, форма-среда, отливка-форма и других (если они есть). Создаем файл, в котором задаем все необходимые параметры на разных границах (индексах границ): коэффициент теплоотдачи, степень черноты
Обычно эти файлы, будучи один раз созданы, редко меняют свое содержание в условиях конкретного производства. Поэтому, задавая индексы границ и объемов в модуле «Мастер-3D», пользователь уже знает наизусть, что фиолетовый цвет — это керамика, зеленый — ПГС, а, например, желтый — стальной холодильник. «Раскрасив» КЭ-модель, пользователь фактически этим уже задает все параметры; позже при запуске расчета остается только указать, из каких файлов брать данные.
Такой подход позволяет оперативно проводить серию расчетов с разными КЭ-моделями, но в одинаковых условиях. Действительно, предположим, что расчет с первым придуманным вариантом литниковой системы (ЛПС) не удовлетворил заданному критерию качества. В других СКМ ЛП после изменения конструкции ЛПС требуется заново обозначить все границы, задать материалы, ГУ и НУ. То есть каждый раз все делается как будто впервые. В «ПолигонСофт» достаточно создать файл геометрии и задать в нем индексы объемов и границ (обычно это несколько щелчков мышкой), а все ГУ и материалы уже когда-то были заданы в модуле «Сплав».
Этот же механизм индексирования позволяет проводить предварительную настройку системы перед продажей ее на предприятие. В обзоре системы ProCAST упоминалось о «физичности» этой программы и о пользе, которую несет в себе такой подход. «ПолигонСофт» тоже требует от пользователя достаточно глубокого понимания смысла моделируемого процесса и предоставляет ему достаточный контроль над теплофизическими параметрами. Хотя справочная системы модуля «Сплав» содержит всевозможные справочники по физическим величинам, значения этих величин пользователь должен выбрать и задать сам (хотя бы один раз — при настройке файлов).
С другой стороны, «ПолигонСофт» может быть предварительно настроен специалистами фирмы-поставщика ПО в соответствии с особенностями конкретного производства, что на первое время избавит технологов от головной боли, которая часто неизбежна при освоении систем высокого уровня. Разумеется, пользователь всегда может вносить изменения во все параметры системы.
Расчет в «ПолигонСофт»
Основу СКМ ЛП «ПолигонСофт» составляет модуль «Фурье-3D» — решатель тепловой и усадочной задачи. По мере развития системы появились решатели течения и напряжений, реализованные отдельными модулями, которые «пристегиваются» к «Фурье-3D» по мере надобности.
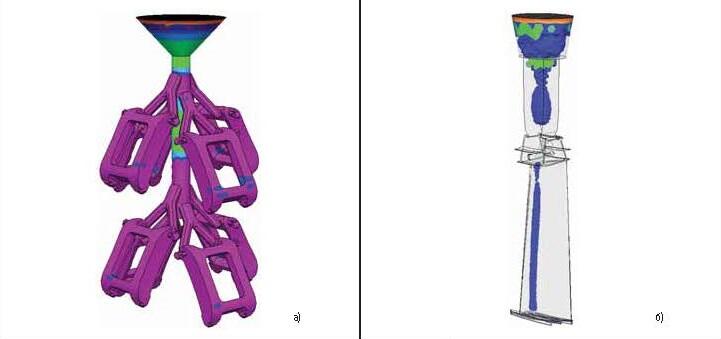
Хотя система «ПолигонСофт» заявлена как конечно-элементная, на самом деле МКЭ используется только основным решателем «Фурье-3D». Заполнение формы расплавом с одновременным его остыванием решается в модуле «Эйлер-3D» (он заменил модуль FlowVision от компании ТЭСИС, использовавшийся в ранних версиях «ПолигонСофт») методом конечных разностей (MКР). Расчет напряженно-деформированного состояния отливки в процессе охлаждения проводится в модуле «Салют-D» (принадлежит ФГУП «ММПП «Салют») методом локальных функционалов (МЛФ), который можно назвать разновидностью МКЭ.
В результате расчета заполнения формы расплавом пользователь получает информацию о характере заполнения, скоростях и температурном поле на момент окончания. Причем получение температурных полей отливки и формы можно назвать главной целью расчета в модуле «Эйлер-3D», поскольку они используются как начальные условия в основном решателе «Фурье-3D», который рассчитывает возникновение усадочных дефектов (главная цель всего расчета). Поля скоростей в дальнейших расчетах не используются, так как «Фурье-3D» не учитывает перемешивания расплава.
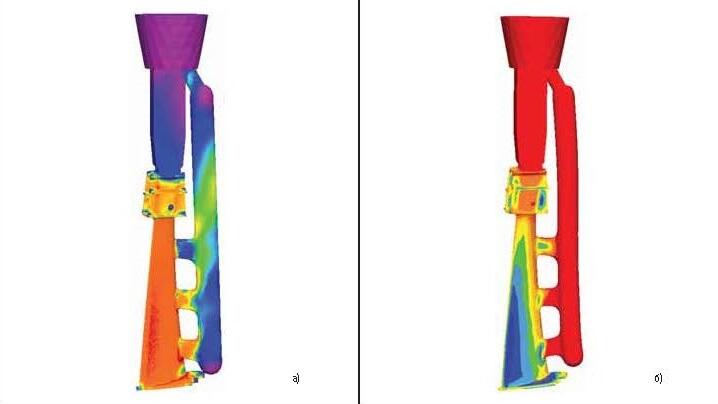
Расчет в модуле «Фурье-3D» остается центральным моментом работы в системе «ПолигонСофт». В нем рассчитывается остывание отливки и всех элементов формы до момента, который указывает пользователь, обычно это температура солидус. «Фурье-3D» продолжает начатый в модуле «Эйлер-3D» температурный расчет и прогнозирует образование усадочных раковин, макро- и микропорис- тости
Не так давно в составе системы появился модуль расчета напряженно-деформированного состояния (НДС) отливки «Салют-D», созданный по заказу ФГУП «ММПП «Салют». Модуль позволяет рассчитывать напряжения, деформации (коробление) и прогнозировать образование горячих и холодных трещин в отливке с учетом ее взаимодействия с формой (рис. 8). Отливка задается как термоупругопластическое тело, форма может быть задана абсолютно жесткой (металлический кокиль), линейно-упругой или вовсе не принимать участия в расчете (иногда подходит для керамических форм).
Постпроцессоры «ПолигонСофт»
В СКМ ЛП «ПолигонСофт» всего много. Как и в случае с модулями подготовки данных (4 модуля) и процессорами (3 модуля), постпроцессоры «ПолигонСофт» тоже представлены целым набором модулей:
- «Мираж-3D» — отображение результатов расчета;
- «Мираж-Л» — отображение результатов расчета в виде кривых;
- «Критерий» — обработка рассчитанных полей по заданным критериям;
- «Слайд» — подготовка и показ слайдов с результатами расчета в системе.
Модуль «Мираж-3D» — основной постпроцессор, отображающий результаты расчета на трехмерной КЭ-модели в виде полей, векторов, изолиний
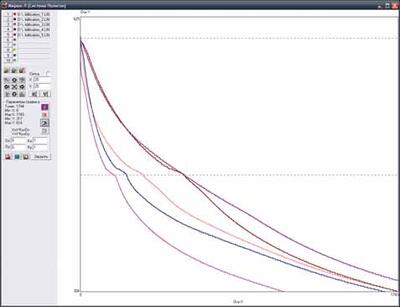
«Мираж-Л» отображает развитие процесса во времени в заданных точках. Модуль позволяет настраивать вид кривых и параметры осей (рис. 9). По сути этот модуль является аналогом функции «X-Y Plots» в системе ProCAST и позволяет обнаружить причины многих дефектов, которые не рассчитываются напрямую в системе (например, поверхностная рыхлота, связанная с перегревом формы).
Еще один постпроцессорный модуль, «Критерий», заслуживает особого внимания. Это инструмент для обработки рассчитанных полей (чаще всего тепловых) с целью получения дополнительной информации о качестве отливки или ее свойствах. Что именно надо сделать с полем — решает пользователь, задавая математическую функцию. Например, можно задать критерий Ниямы 2, чтобы получить дополнительные данные для прогноза образования возможных усадочных дефектов. Кроме того модуль может быть использован для коррекции свойств материала отливки, в частности, некоторых параметров усадочных свойств 3. Для создания сложных критериев в модуль встроен специальный калькулятор, содержащий большое количество готовых функций, таких как градиент поля по осям, время затвердевания, время достижения заданной величины, скорость изменения величины и многие другие.
Заключение
Оценивая систему «ПолигонСофт» в целом, можно сказать, что это хороший инструмент для разработки и оптимизации ЛП. Он достаточно гибок и честен при задании ГУ, что бывает принципиально при моделировании некоторых литейных процессов. Сильная сторона «ПолигонСофт» перед западными системами — качественная модель усадочной пористости.
Заметны многие общие черты «ПолигонСофт» и ProCAST, но, хотя функционал последней системы весьма внушителен, некоторые идеи наших производителей, такие как система индексации, модуль «Критерий» и другие, не попавшие в этот обзор, явно опережают европейского лидера.
В следующей статье будет рассмотрена СКМ ЛП, создатели которой «повернулись лицом» к технологу и сделали моделирование более простым.
- А.В. Монастырский. Моделирование литейных процессов. Эпизод 1-й. Работаем в ProCAST. — CADmaster, 2009,
№ 1 , с. 10−16. ↑ - Niyama E., Uchida T., Morikawa M., Saito S.: Am. Foundrymen’s Soc. Int. Cast Met. J., 1982, vol. 7(3), pp. 52−63. ↑
- В.П. Монастырский,
А.В. Монастырский ,Е.М. Левитан . Разработка технологии литья крупногабаритных турбинных лопаток с применением систем «Полигон» и ProCAST. — Литейное производство, 2007,№ 9 , с. 29−34. ↑
Скачать статью в формате PDF — 291.3 Кбайт |


