
Главная » CADmaster №5(45) 2008 » Машиностроение InventorCAM 2008: что нового?
Эта статья посвящена долгожданной двенадцатой версии InventorCAM. Предлагаем вам обзор новых функций и ряда улучшений, внесенных в программу. Конечно, в первую очередь он будет интересен участникам сообщества InventorCAM, но мы надеемся, что новый функционал станет дополнительным стимулом для сомневающихся, и наши ряды пополнятся.
InventorCAM 2008 R12 — результат тесного сотрудничества разработчиков, региональных представителей компании SolidCAM по всему миру и конечных пользователей: большая часть нововведений по сути является ответом на пожелания пользователей и запросы по улучшению качества ПО. С одной стороны, удовлетворение этих запросов значительно расширило функциональные возможности программы. С другой — стремление разработчиков учесть пожелания как можно большего числа пользователей привело к некоторой задержке с выходом версии.
Благодаря более чем ста новым функциям InventorCAM 2008 R12 стал в своей области самым мощным продуктом из всех, что когда-либо предлагались нашим пользователям. Усовершенствованный модуль автоматического распознавания и обработки поддерживает теперь работу с многоуровневыми закрытыми и открытыми карманами модели. В двенадцатой версии вы найдете улучшенную таблицу инструментов для фрезерной обработки и связи с дополнительными внешними системами управления инструментом. Кроме того, появились новые переходы 2.5D-фрезерной обработки, новые стратегии высокоскоростной обработки, режимы визуализации Solidverify объединены с режимом визуализации на станке, поддерживаются ассоциативность и визуализация на станке для токарно-фрезерных переходов, добавлены и усовершенствованы переходы непрерывной пятиосевой обработки.
Основной упор в InventorCAM 2008 R12 сделан на увеличении производительности и удобстве работы с системой:
- более доступный, понятный интерфейс фрезерных и токарных переходов;
- большая автоматизация благодаря использованию шаблонов;
-
поддержка 3D-манипулятора SpaceNavigator компании 3Dconnexion (рис. 1):

этот манипулятор ускоряет работу в трехмерном пространстве, позволяет вращать, масштабировать, перемещать CAD-модель на любом этапе работы с проектом обработки. Применение SpaceNavigator значительно облегчает процесс выбора геометрии, упрощает просмотр модели и траектории при визуализации. Более полную информацию об этом замечательном устройстве вы найдете на нашем сайте www.csoft.ru;
-
генерация PDF-файла документации на проект обработки:
созданная таким образом сводная информация может включать в себя общие сведения о проекте обработки с комментариями и изображением, данные об используемом инструменте с параметрами и иллюстрациями, информацию о переходах обработки и, наконец, раздел, относящийся к оснастке, — с графическим представлением способа крепления детали на столе.
Конечно, в рамках одной статьи невозможно рассказать обо всех новинках, однако некоторые из них хотелось бы рассмотреть более подробно. Итак, по порядку.
Геометрия
В InventorCAM 2008 R12 появилась опция Линия + Закрытые углы выбора цепочки геометрии, что позволяет закрывать разрывы между смежными элементами цепочки независимо от значений минимального и максимального разрывов. При выявлении разрыва между двумя последовательно выбранными элементами InventorCAM строит цепочку, виртуально продлевая выбранные элементы по направлению первого из них, — до точки пересечения (рис. 2, 2а).

Обработку открытого кармана позволяет выполнять новая функция автоматического закрытия открытых цепочек в переходе обработки кармана. Разумеется, функция подкреплена новыми технологическими параметрами, доступными только при наличии открытых граней в геометрии кармана (рис. 3).
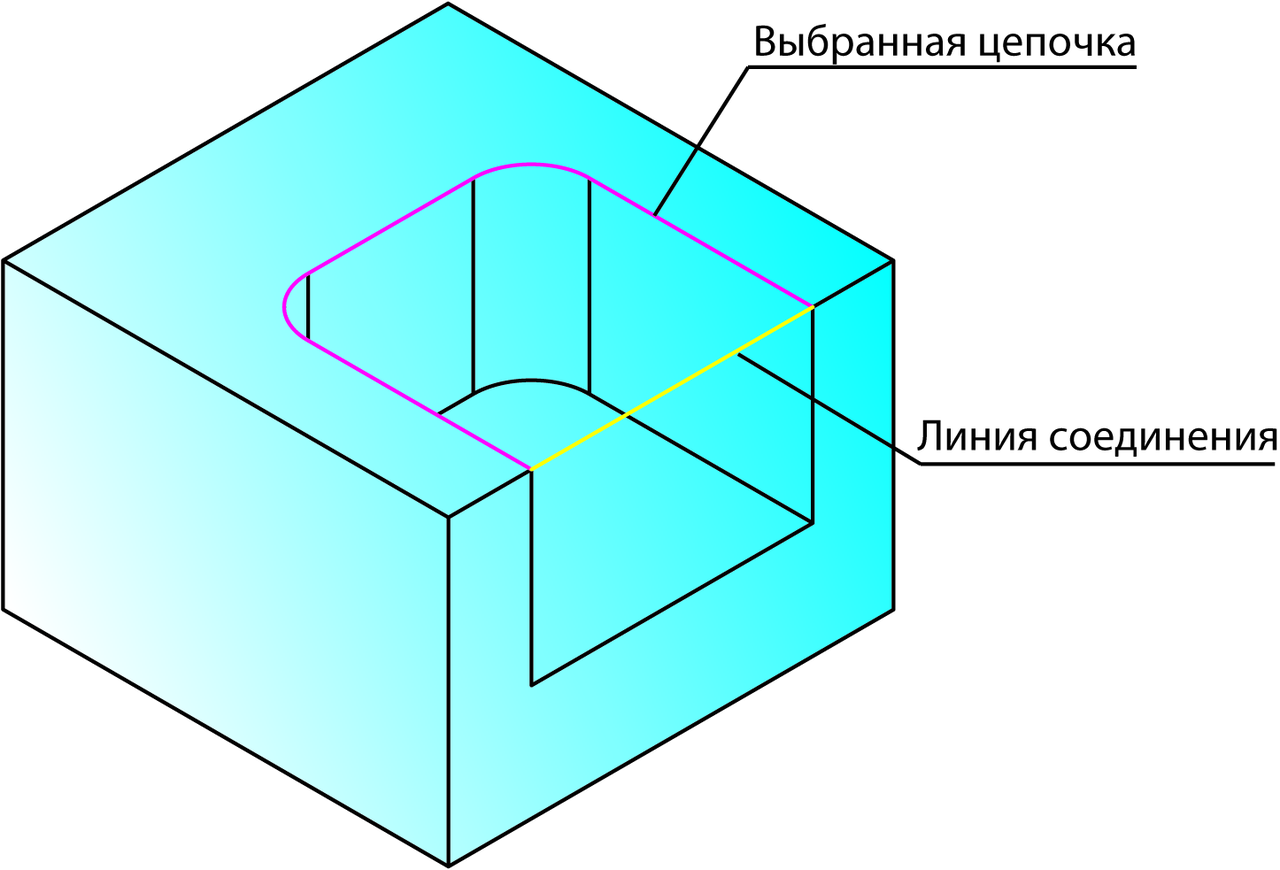
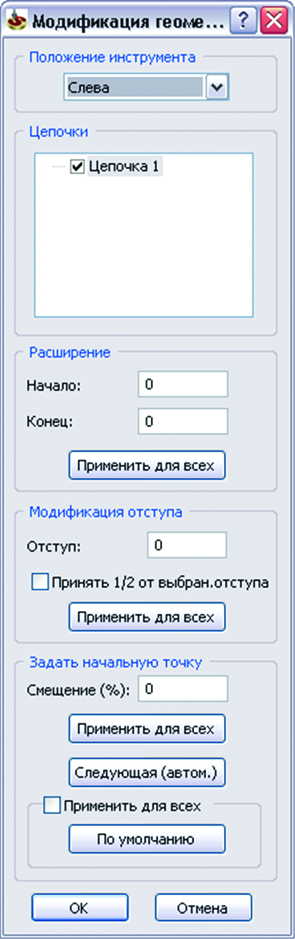
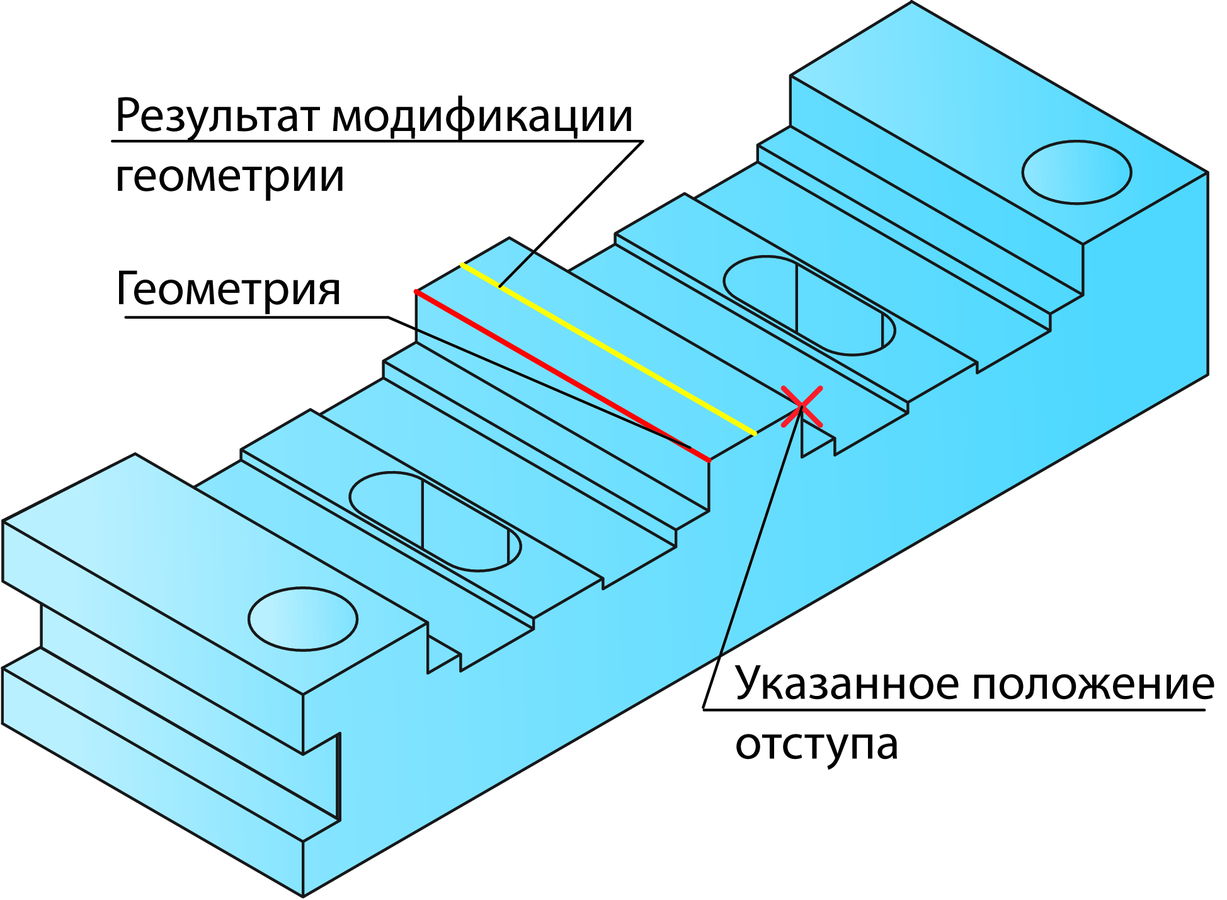
Отдельно хотелось бы упомянуть опцию модификации общей геометрии для каждого перехода в отдельности (применима для переходов контурной обработки, обработки паза и поверхности протягивания), что предполагает возможность выбора различных значений продления, отступа, точки старта и положения инструмента (рис. 4). Модификация геометрии также включает в себя выбор активных (для текущего перехода) цепочек геометрии — в случае применения мультицепочки.
Параметр Модификация отступа можно задать как вводом значения, так и указанием на модели.
Опция Принять ½ от выбранного отступа позволяет создать отступ от цепочки, равный половине заданного значения отступа.
Центральные выступы на детали (рис. 5) должны быть обработаны за один проход вдоль прямой линии по центру выступа. Определив геометрию гранью выступа, необходимо задать отступ, указав противоположную грань выступа и активировав опцию Принять ½ от выбранного отступа.
Модификация будет относиться лишь к текущему переходу, на другие переходы, использующие общую геометрию, она не влияет.
Инструмент
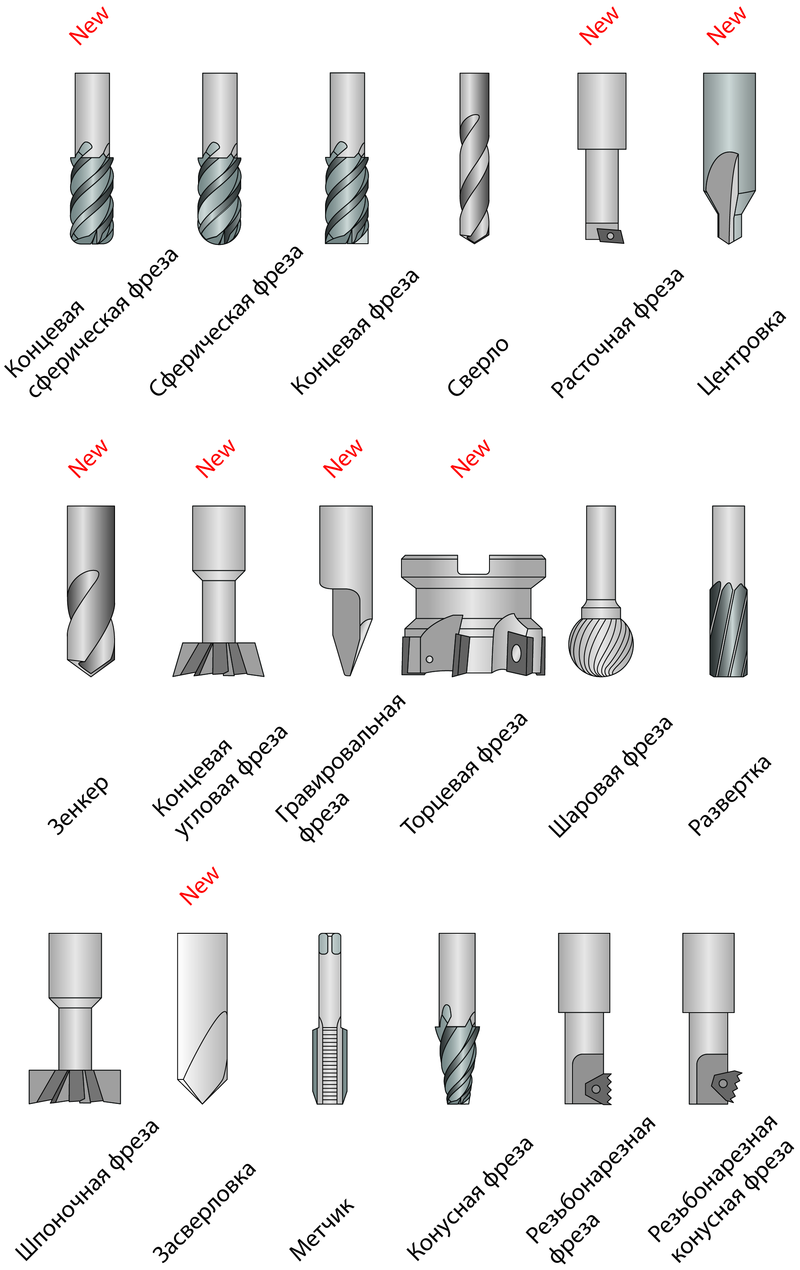
В InventorCAM 2008 R12 появилось несколько новых типов инструмента (рис. 6), а описание существующего доработано для лучшего воспроизведения реального инструмента (в том числе добавлен параметр Диаметр хвостовика).
Появилась возможность выбирать систему измерения для каждого инструмента таблицы: в библиотеке инструментов теперь могут одновременно храниться инструменты с различными единицами измерения.
Для определения черновых фрез прежде существовал отдельный тип инструмента. В двенадцатой версии выполнить эту операцию вы можете, используя любой из следующих типов инструмента: Концевая фреза, Концевая сферическая фреза, Сферическая фреза, Торцевая фреза, Коническая фреза, Шпоночная фреза, Сверло, Расточная фреза, Концевая угловая фреза.
Фрезерная обработка
Обработка 3D-контура
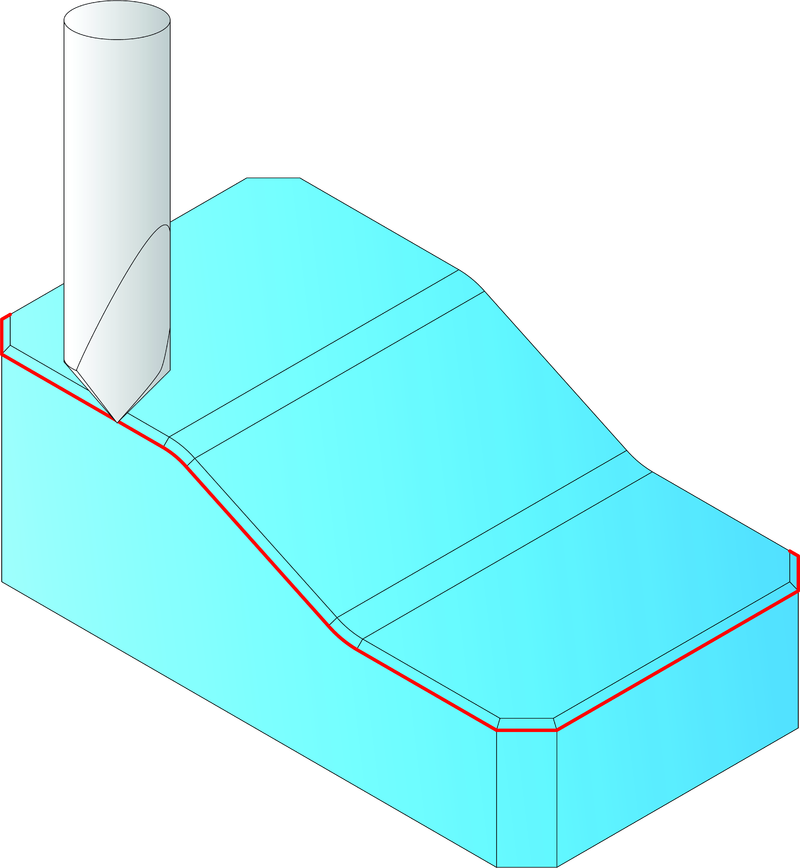
В предыдущих версиях InventorCAM определить контур переменной глубины можно было вручную, воспользовавшись опцией Указать поля Глубина контура. InventorCAM 2008 R12 предлагает для обработки 3D-контуров новую опцию 3D — она существенно упрощает задание глубины обработки, автоматически определяя точки изменения глубины согласно геометрии модели (рис. 7).
Переход обработки шпоночного паза
Появился новый тип фрезерного перехода, позволяющий выполнять обработку пазов на вертикальных стенках шпоночным инструментом (рис. 8).
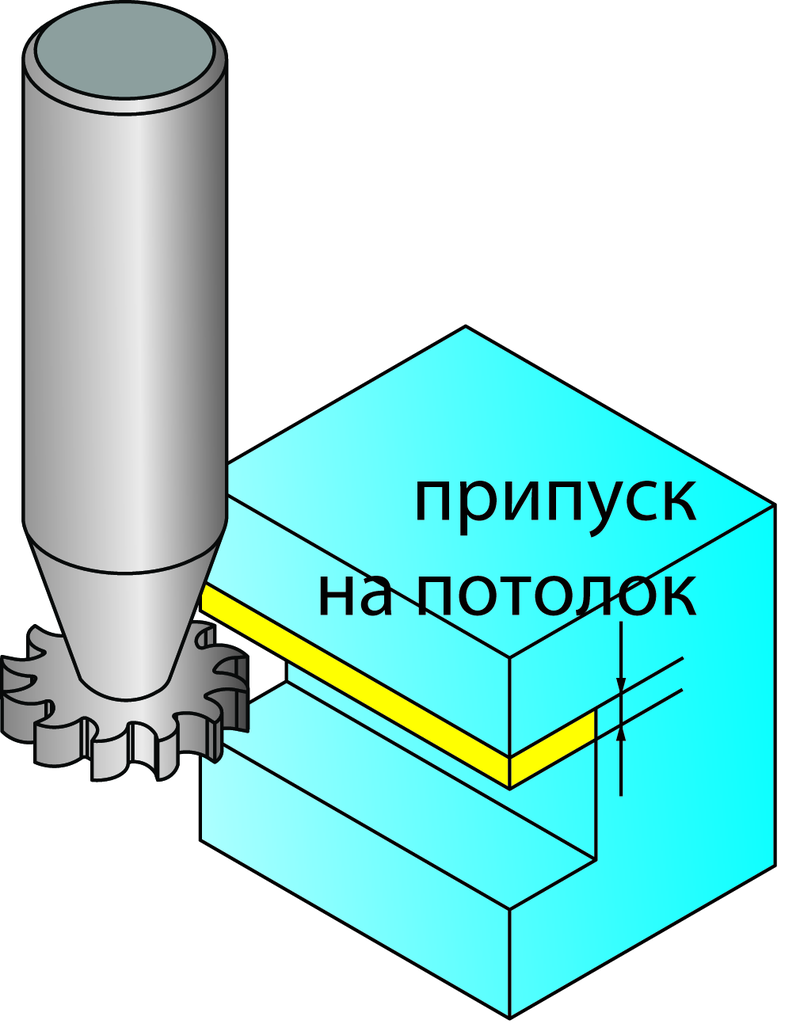
Переход обработки шпоночного паза в основном напоминает обычный переход контурной обработки — за исключением нескольких параметров, относящихся к фрезерованию верхней поверхности паза: номер второго корректора, припуск на потолок, направление обработки (сверху вниз, снизу вверх).
Торцевое фрезерование
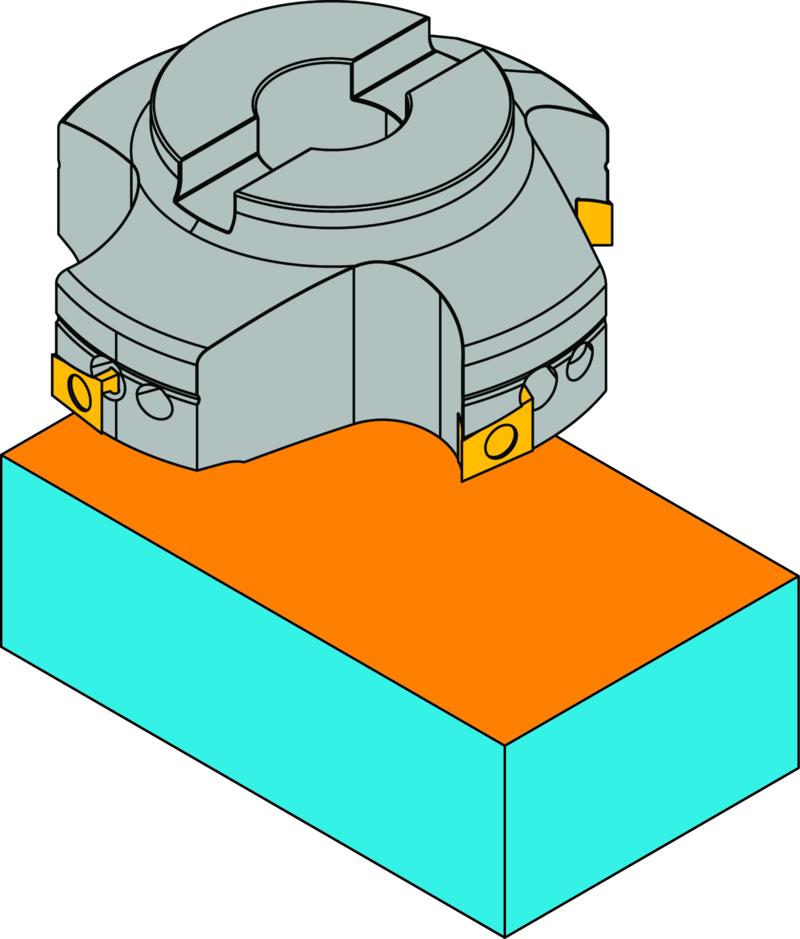
До сих пор торцевое фрезерование (обработка большой плоской поверхности торцевым инструментом) было связано в InventorCAM с настройкой параметров перехода обработки кармана. Начиная с двенадцатой версии в программе появился новый переход обработки поверхности с расширенным функционалом выборки материала (рис. 9).
Равные шаги по Z-контурной обработке и обработке кармана
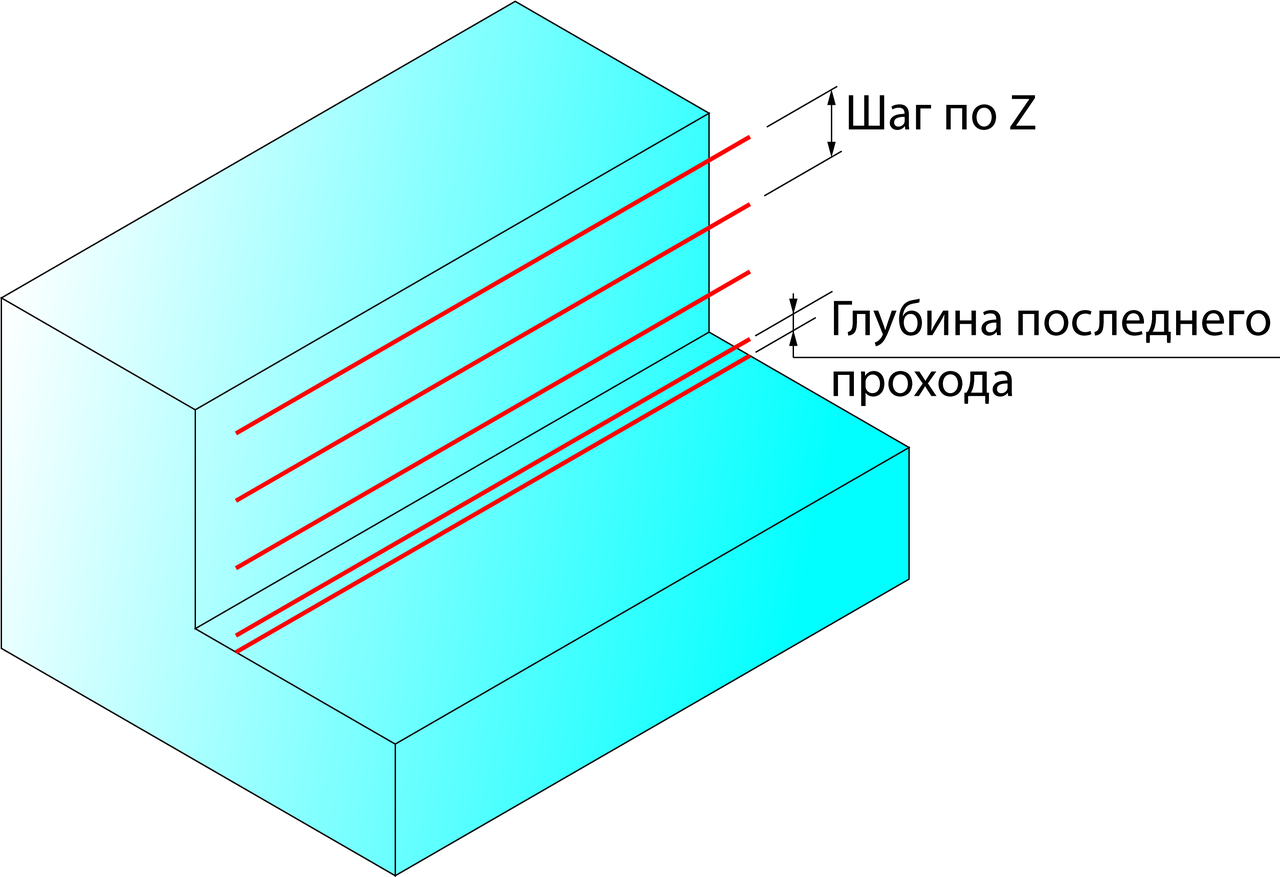
В предыдущих версиях InventorCAM переходы контурной обработки и обработки кармана начинались с верхней плоскости, после чего выполнялось удаление материала по Z-уровням до достижения глубины обработки (с коррекцией на припуск на дно и приращение глубины). Расстояние между двумя смежными Z-уровнями определялось параметром Шаг по Z. Если значение глубины обработки не было кратным величине «шаг по Z», значение глубины последнего прохода было меньше значения параметра Шаг по Z (рис. 10).
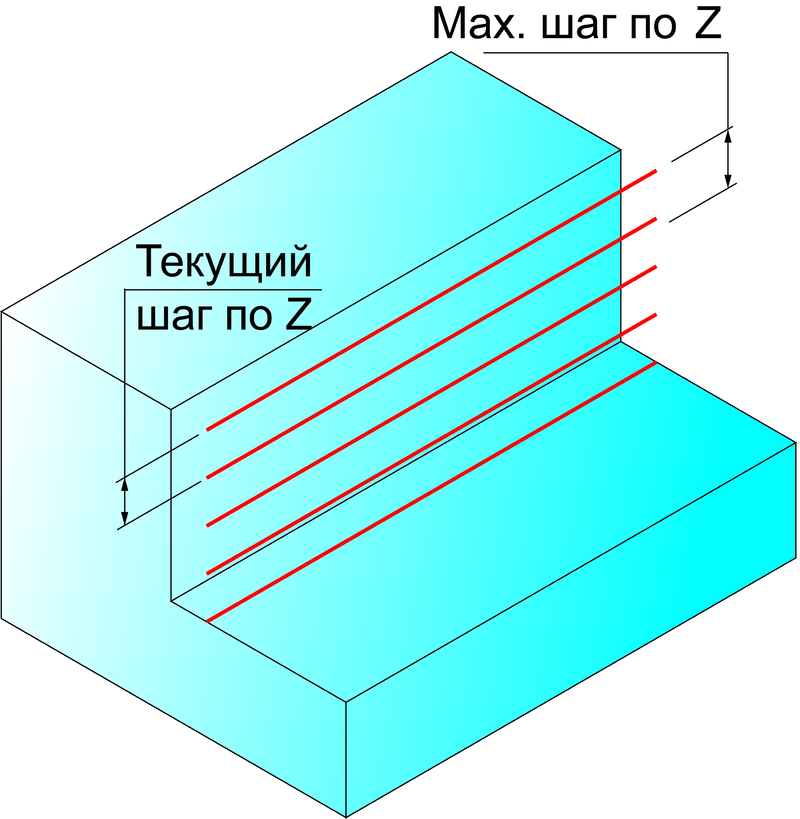
В InventorCAM 2008 R12 реализована опция Равный шаг по Z, позволяющая сохранять равные расстояния между всеми Z-уровнями (рис. 11). Согласно заданной глубине перехода (с коррекцией на припуск на дно и приращение глубины) InventorCAM автоматически генерирует такой шаг по Z, чтобы расстояния между всеми проходами были равными, а величина прохода не превышала заданный максимальный шаг по Z.
Завершающие проходы контурной обработки и обработки кармана
В InventorCAM 2008 R12 появилась новая опция разделения глубины обработки на две области, каждая со своим шагом по Z, причем вторая область (ближняя к дну) имеет меньший шаг (рис. 12). При включенной опции Финальные шаги InventorCAM выполняет обработку по заданным шагам по Z от верхней плоскости до глубины, вычисленной по следующей формуле:
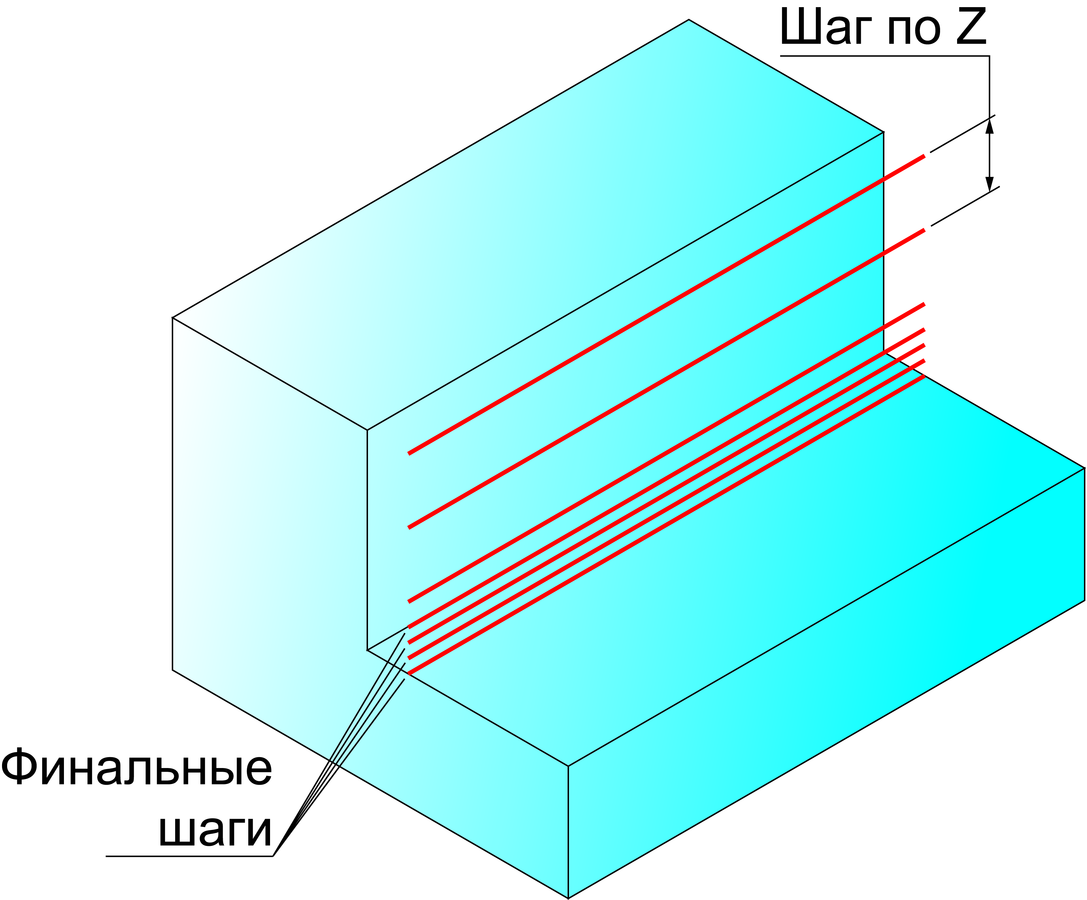
глубина — число шагов х величина шага
От этой глубины за несколько проходов, заданных параметрами Число шагов/Величина шага диалогового окна Финальные шаги, выполняется обработка до достижения окончательной глубины перехода.
Уклон стенок в контурной обработке и обработке кармана
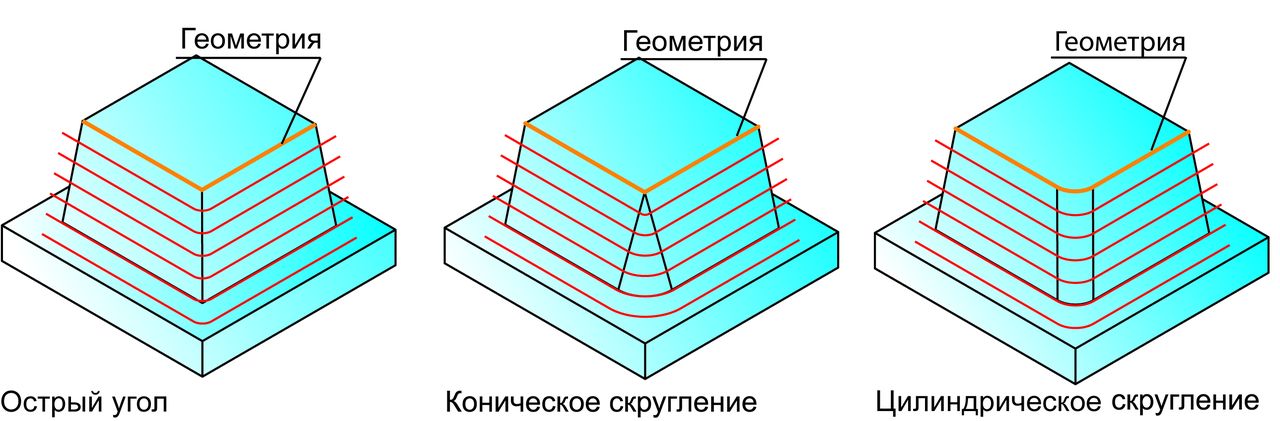
В предыдущих версиях InventorCAM фрезерование в переходах контурной обработки и обработки кармана было возможно только вдоль вертикальных стенок. InventorCAM 2008 R12 позволяет обрабатывать стенки с постоянным углом наклона вдоль геометрии (рис. 13).
Опция Тип внешних углов позволяет задать характер связи проходов при обработке внешних углов.
Новые стратегии модуля высокоскоростной обработки
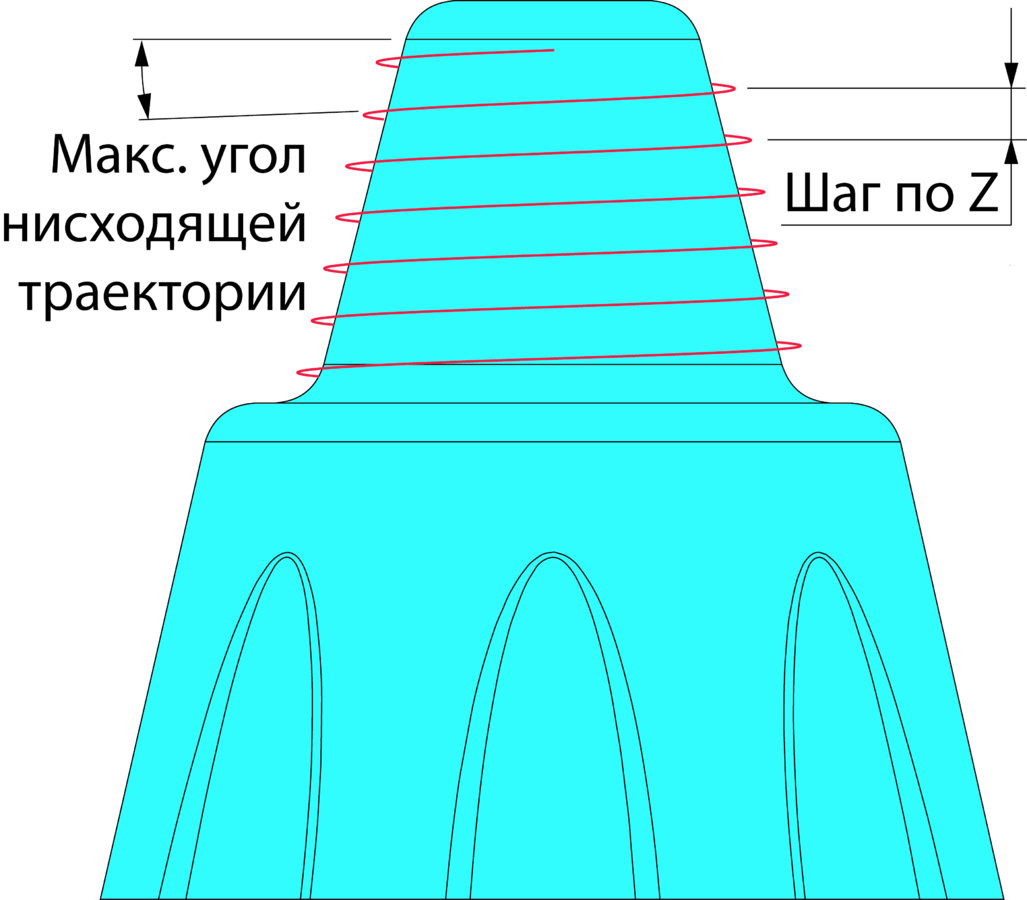
Спирально-вертикальная
InventorCAM генерирует несколько закрытых сечений геометрии 3D-модели на различных Z-уровнях — точно так же, как при использовании стратегии По ватерлиниям. Затем программа объединяет эти сечения по непрерывной наклонной траектории снижения для получения спиральной обработки (рис. 14).
Эквидистантная
Это частный случай стратегии Морфинг, поскольку траектория генерируется с применением одной направляющей кривой. Траектория создается между направляющей кривой и виртуальной кривой с заданным отступом от направляющей.Токарная обработка
Частичная обработка
Двенадцатая версия предложила новый функционал, поддерживающий черновую, получистовую и чистовую обработку длинных токарных деталей по частям, с разделением на подгеометрии. Это позволяет избегать проблем, связанных с деформацией.
Перемещения инструмента между переходами
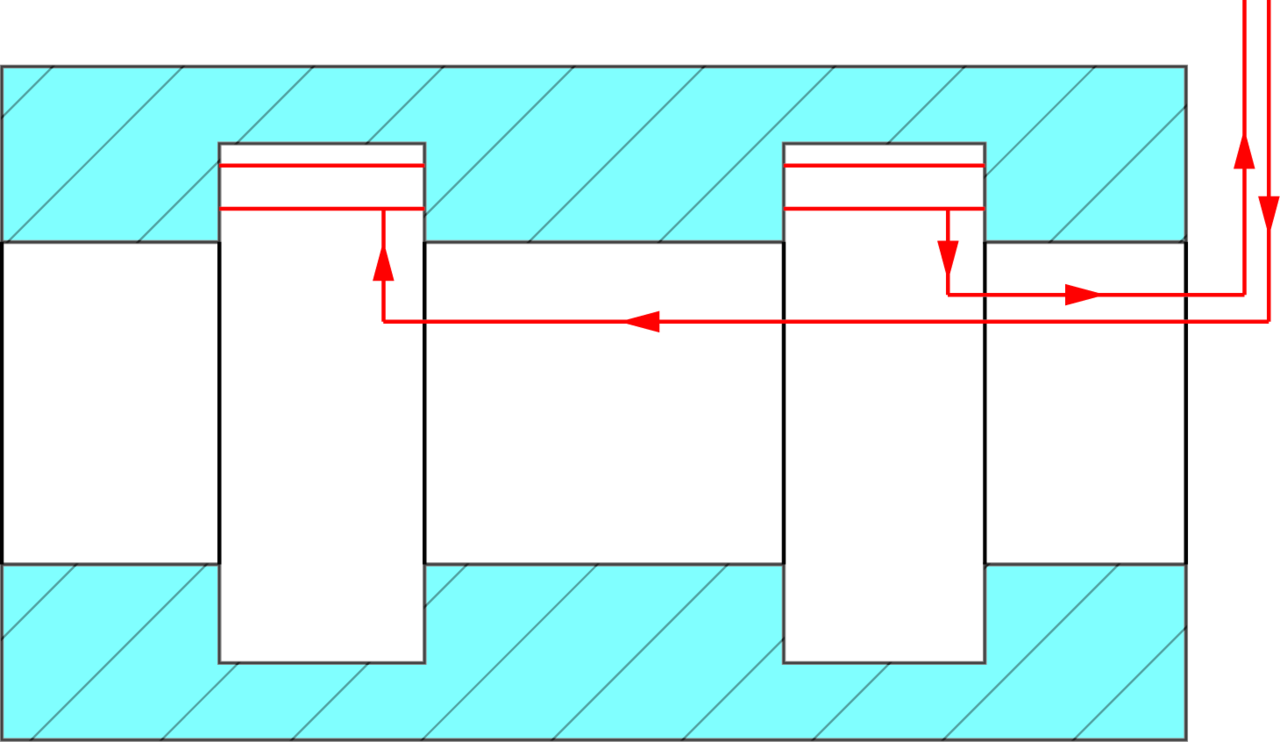
В предыдущих версиях InventorCAM все перемещения инструмента между переходами точения проходили через автоматически вычисленную точку вне обрабатываемой детали (рис. 15). По завершении проходов резания отдельного перехода обработки инструмент перемещался в упомянутую точку, а уже из нее — в начальную позицию следующего перехода (если не предполагалась смена инструмента). Это приводило к лишним перемещениям.
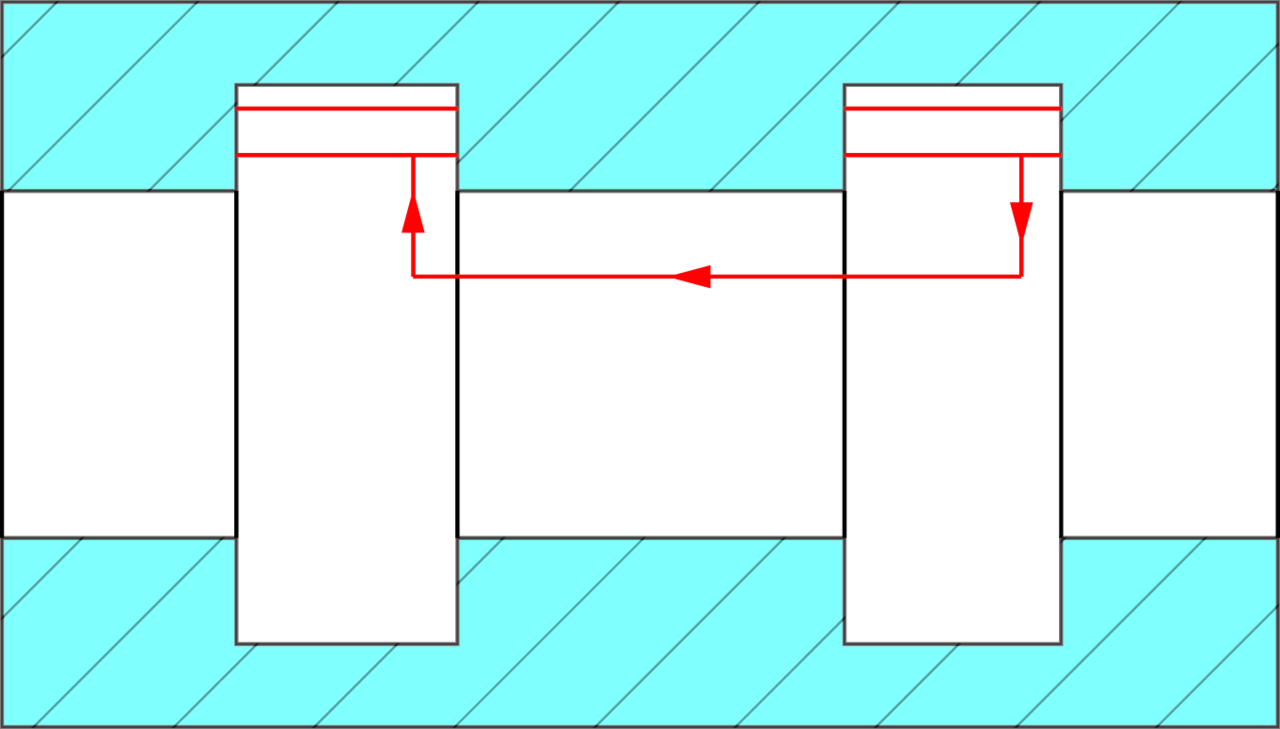
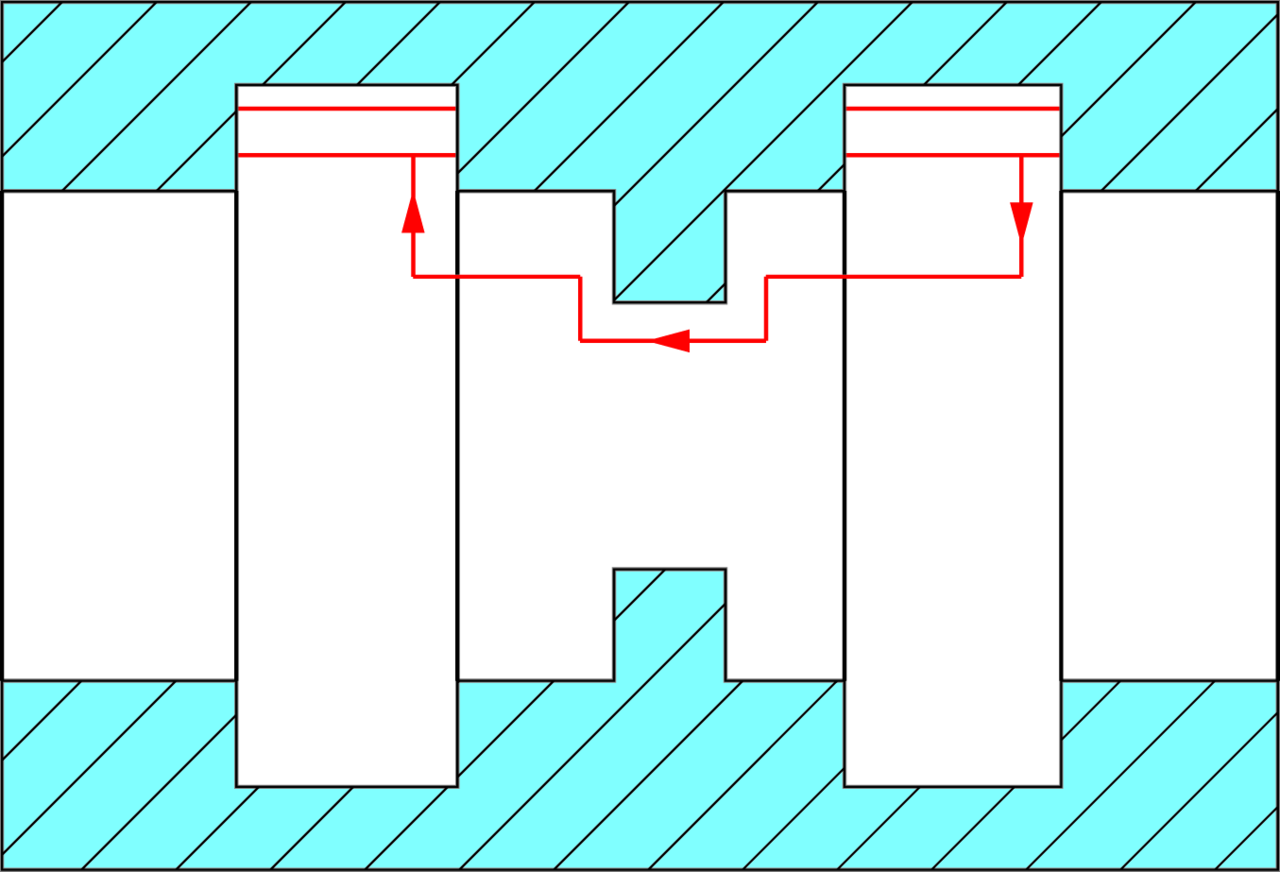
Теперь же, если в текущем проекте активируется функция оптимизации межоперационных перемещений, происходит следующее: по завершении перехода точения инструмент перемещается в автоматически вычисленную конечную точку, из которой сразу же движется в автоматически рассчитанную начальную точку следующего перехода (рис. 16). Параллельно осуществляется контроль возможных столкновений. При выявлении зареза на межоперационном перемещении траектория модифицируется так, чтобы его избежать (рис. 17).
Выбор геометрии точения указанием элементов модели
InventorCAM 2008 R12 обеспечивает возможность выбора геометрии токарных переходов указанием таких элементов модели, как поверхности, грани и вершины. При щелчке по элементу модели InventorCAM автоматически создает геометрию по участку оболочки/сечения согласно выбранным элементам.
Такой метод позволяет выбрать два элемента (поверхность, грань или вершину) модели, которые проецируются на оболочку/сечение в заданном направлении. Участок оболочки/сечения между двумя точками, определенными проекциями выбранных элементов, будет принят как цепочка геометрии обработки.
Фрезерно-токарная обработка
В InventorCAM 2008 R12 появился новый тип проектов обработки — фрезерно-токарные, позволяющий создавать программы для фрезерных, токарных, токарно-фрезерных станков, а в первую очередь для фрезерных пятикоординатных станков с возможностью токарной обработки. Например, для станков компании DMG (DMU FD-серия).
Фрезерно-токарная обработка имеет ряд существенных преимуществ:
- модуль располагает полным функционалом определения системы координат, идентичным модулю фрезерной обработки InventorCAM;
- токарный режим системы координат позволяет использовать одну систему координат как для фрезерной, так и для токарной обработки без дополнительного выбора;
- при определении заготовки можно задать как ее модель (как во фрезерном проекте InventorCAM), так и ее границы (как в токарном и токарно-фрезерном проектах InventorCAM);
- фрезерно-токарный модуль позволяет создавать фрезерные, токарные и фрезерно-токарные операции с одним постпроцессором;
- чтобы начать работу с модулем фрезерно-токарной обработки, не требуется осваивать новые правила. Вы просто работаете с обычной фрезерной операцией, но при этом имеете возможность добавлять токарные переходы.
Для всех фрезерно-токарных станков рекомендуется использовать именно новый фрезерно-токарный тип (вместо прежнего токарно-фрезерного), так же как и для токарных станков при необходимости поддерживать вторую систему координат точения. Все ваши проекты токарной и токарно-фрезерной обработки могут быть автоматически преобразованы во фрезерно-токарный тип InventorCAM 2008 R12.
Разумеется, для этого необходимо внести некоторые коррективы в пре- и постпроцессоры вашего станка. Для тех, кто ознакомился на страницах нашего журнала с заочными мастер-классами 1, выполнение этой процедуры не составит большого труда.
Итак, для настройки любого фрезерного, токарного или токарно-фрезерного препроцессора (MAC-файла) под фрезерно-токарную операцию необходимо присвоить параметру machine_type значение MILL_&_TURN_FULL. Для определения ориентации токарной системы координат следует задать параметры turn_home_x и turn_home_y.
Помимо этих параметров, для поддержки всех функций пятикоординатной обработки требуется задать параметр num_axes = 5.
В токарных и токарно-фрезерных препроцессорах для поддержки позиционной пятикоординатной фрезерной обработки необходимо задать несколько параметров. Например, параметры _5x_rotary_axes и tilt_axis_dir. Параметр _5x_rotary_axes определяют линейные оси, что позволяет выполнять поворот вокруг них. Параметр tilt_axis_dir позволяет задать направление выполнения наклона.
Для фрезерных препроцессоров задается несколько параметров, влияющих на токарную обработку. Например, параметр turn_common_proc, управляющий генерацией геометрических точек, общих для нескольких циклов, и параметры turning_cycle/groove_cycle, определяющие наличие в станке циклов точения/точения канавок.
Теперь рассмотрим настройку постпроцессоров.
Для адаптации фрезерного постпроцессора под фрезерно-токарную обработку в постпроцессор нужно добавить функции токарной обработки. К примеру, для добавления токарных циклов в постпроцессор необходимо добавить функцию @turning. Для поддержки смены токарного инструмента добавляется функция @turn_change_tool.
Для адаптации токарного постпроцессора под фрезерно-токарную обработку следует добавить фрезерные функции. Логично, не правда ли?
И наконец, адаптация токарно-фрезерного постпроцессора под фрезерно-токарную обработку предполагает коррекцию функций @home_data/@tmatrix, что обеспечит возможность работы с системами координат во фрезерно-токарном проекте.
Вот, наверное, и все, о чем хотелось бы рассказать сегодня. Все нововведения и усовершенствования, реализованные в двенадцатой версии, представлены в PDF-файле, доступном для скачивания на нашем сайте www.csoft.ru. Кроме того, с помощью этого сайта вы можете заказать демоверсию InventorCAM 2008 R12, чтобы опробовать возможности программы на практике.
В заключение добавим, что сейчас идет работа над весьма существенными возможностями программы, которые появятся в следующем релизе — InventorCAM 2009 R12.1.
- Подготовка к генерации файла управляющей программы рассматривается в заключительной части статьи Андрея Благодарова «InventorCAM для Autodesk Inventor» (CADmaster,
№ 2 /2008, с. 42−52). ↑
Скачать статью в формате PDF — 1.05 Мбайт |


