
Главная » CADmaster №5(15) 2002 » Машиностроение Статистические методы управления качеством по моделям стандартов ISO 9000 в системе TechnologiCS
Известно, что оперативное управление качеством на предприятии, работающем по моделям ISO 9000, осуществляется с использованием статистических методов, представленных в соответствующих международных и отечественных стандартах. Исходной информацией для работы процедур, приведенных в этих стандартах, являются результаты измерения параметров производства, определяющих качество конечной продукции. Измерения производятся на различных этапах технологического цикла и консолидируются в соответствующих базах данных системы управления предприятием.
Статистические методы обработки информации разработаны достаточно давно и широко представлены в специальной литературе по математической статистике. Эти методы нашли отражение в соответствующих стандартах как в нашей стране, так и за рубежом. Особую значимость они приобрели в оборонной промышленности, где проблеме качества всегда уделялось пристальное внимание.
До недавнего времени широкое применение статистических методов сдерживалось низким уровнем автоматизации сбора и хранения информации о производственных процессах, но за последние годы в информационных технологиях произошел существенный сдвиг — в проектировании и управлении производством появился широкий спектр программных продуктов. Одним из таких продуктов является автоматизированная система технической подготовки и учета производства TechnologiCS, где данные об оборудовании и технологических процессах представлены в БД в форме, удобной для последующей обработки. Таким образом, сегодняшний уровень развития автоматизированных систем управления благоприятствует внедрению статистических методов.
Ниже речь пойдет о применении некоторых из статистических процедур управления качеством по моделям стандартов ISO 9000, реализованных в рамках TechnologiCS.
Результаты измерений, предназначенные для последующей обработки, формируются в процессе работы модуля управления производством при вводе данных о фактическом изготовлении продукции. Формируемые на этом этапе данные содержат информацию о подразделениях, о видах и причинах брака, количественных значениях параметров, а также множестве других атрибутов, характеризующих принимаемую продукцию. Кроме того, результаты измерений содержатся в БД модуля складского учета, где находится информация о параметрах материалов и комплектующих, поступающих на предприятие и используемых в технологических процессах, а также о параметрах готовой продукции.
Простейшим, но в то же время наглядным и эффективным инструментом статистической обработки данных о производстве является диаграмма Парето 1. В системе TechnologiCS диаграмма Парето используется следующим образом: по оси ординат откладывается количество случаев брака, зарегистрированного в модуле фактического изготовления, а по оси абсцисс — выбранные пользователем источники брака (виды, причины брака, подразделения, исполнители
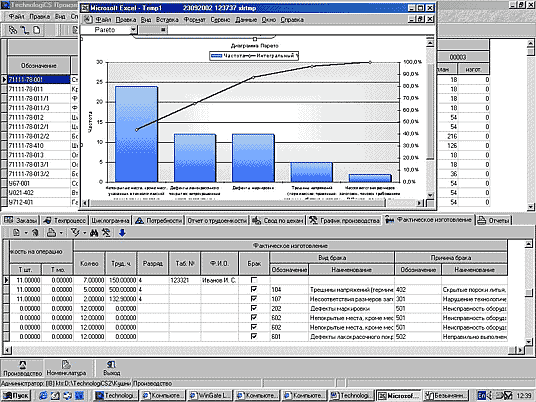
На рис. 1 показана диаграмма Парето по видам брака для операции механообработки. Столбцы диаграммы (каждый соответствует отдельному виду) ранжированы в порядке убывания интенсивности брака, что позволяет пользователю оперативно оценивать «вклад» соответствующего вида. На первом месте помещается наиболее «бракопроизводящий» фактор, процентный вклад этого фактора регистрируется по правой вертикальной оси диаграммы. На этой же диаграмме представлена кривая интегрального процента брака, которая в данном случае показывает, что 87,3% брака обусловлено тремя первыми видами. Такая диаграмма может быть построена по подразделениям, видам оборудования, работникам, разрядам работ, а также по любому другому интересующему пользователя фактору. Эта информация особенно важна для руководящего состава предприятия, которому предоставляется возможность отследить критические с точки зрения брака подразделения и даже отдельных исполнителей.
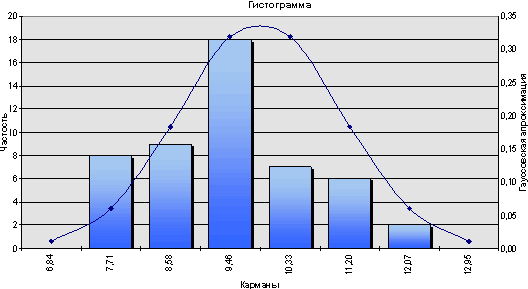
Для анализа количественных данных в стандартах ISO предусмотрено несколько инструментов. Прежде всего это «Правила определения и методы расчета статистических характеристик по выборочным данным» ГОСТ Р 50 779.21, ISO 2854:1976. На рис. 2 показана гистограмма массива исходных данных (эмпирическое распределение), здесь же приведена теоретическая кривая гауссовского распределения, аппроксимирующая экспериментальные данные.
По ГОСТ Р 50 779.21−96 реализовано 20 процедур, среди которых:
- оценка среднего значения при известной/неизвестной дисперсии;
- сравнение среднего значения с заданным значением при известной/неизвестной дисперсии;
- сравнение двух средних значений при известных/неизвестных дисперсиях.
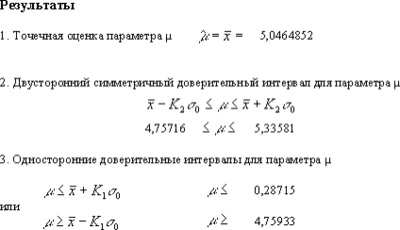
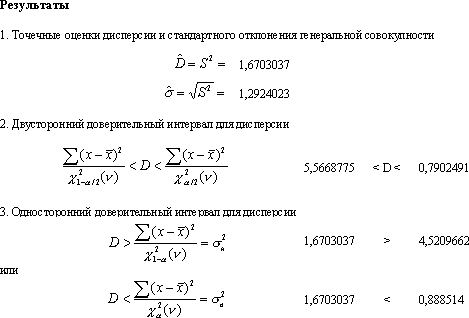
На рис. 3 и 4 приведены результаты расчета точечной и интервальной оценок среднего значения и дисперсии измеренного в технологическом процессе параметра. Такой расчет может быть необходим при определении центра настройки (μ) и разброса (σ) технологического процесса. Например, изготавливается изделие, на которое в технических условиях оговорено номинальное значение и допуск на него. Задав доверительную вероятность, пользователь с помощью этой процедуры может оценить, насколько настройка реального технологического процесса соответствует заданной в технических условиях. Результаты представлены в форме, регламентированной ГОСТ. Кроме точечной оценки настройки и разброса, приведены и интервальные оценки этих величин, указывающие, в каких интервалах и с какой вероятностью находятся данные величины.
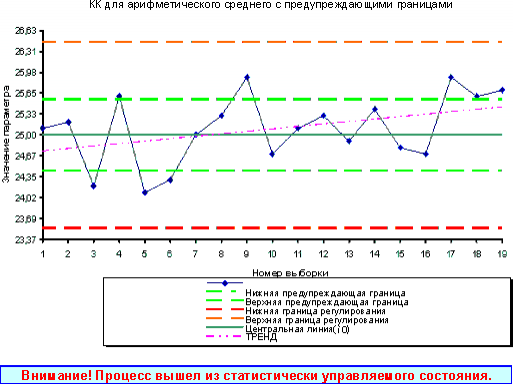
Одним из наиболее важных инструментов статистического управления качеством являются контрольные карты (КК), предназначенные для оценки нахождения технологического процесса в статистически управляемом (устойчивом) состоянии. Впервые этот инструмент был предложен в 1924 году Уолтером Шухартом 2 (Shewhart), а к настоящему времени разработано большое количество контрольных карт, которые делятся на три вида:
Отклонения показателя качества могут быть классифицированы по двум видам: случайные отклонения, как правило, обусловленные большим количеством различных случайных факторов (вибрации, колебания питающих напряжений, температуры, влажности
Инструмент КК применяется как для анализа количественных данных, когда результаты измерений показателя качества выражаются в числовой форме (например, измеряется диаметр вала), так и для анализа «альтернативных» данных, когда информация об объектах ограничена выводом типа «да"/"нет» (например, диаметр вала измеряется с помощью двух калибров). В первом случае применяются КК по количественному признаку, во втором — по альтернативному.
Простейшей контрольной картой
На КК по альтернативному признаку наносятся относительные доли бракованных изделий в выборках. Здесь так же, как и в первом случае, наносятся центральная линия и контрольные границы, но при выходе очередной точки за нижнюю границу следует определить особую причину улучшения ТП с целью зафиксировать его в этом новом состоянии.
На рис. 5 показана КК арифметического среднего, построенная в соответствии с ГОСТ Р 50 779.41−96. Эта карта сложнее,
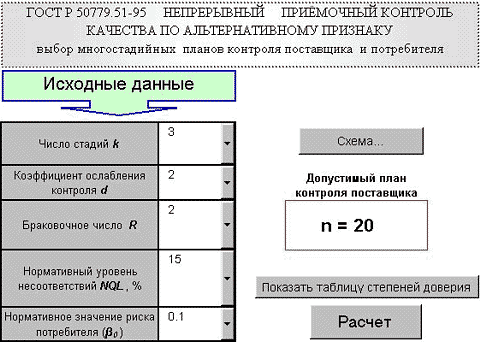
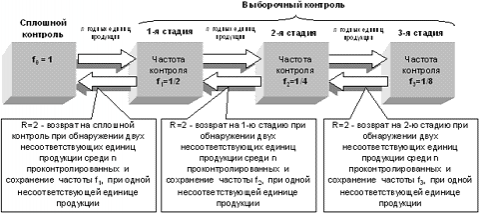
При поступлении на предприятие комплектующих и материалов необходим контроль их качества по заданным в договоре или технических условиях параметрам. Аналогичная задача решается при выходном контроле готовой продукции, а также при внутренней приемке. В целях экономии ресурсов при гарантии сохранения качества вводятся процедуры выборочного контроля. Как пример рассмотрим процедуру непрерывного приемочного контроля по альтернативному признаку (ГОСТ Р 50 779.51−95). Применение этой процедуры позволяет проектировать оптимальные с точки зрения процедур контроля параметров технологические процессы в системе TecnologiCS. Инструмент выбора схемы контроля показан на рис. 6 и 7. В соответствии с процедурой контроль осуществляется в несколько стадий, каждая из которых характеризуется долей (частотой) контролируемых изделий. Так, трехстадийный контроль (рис. 6, 7) предполагает следующее: на стадии сплошного контроля проверяется каждое изделие, на первой стадии — каждое второе (либо третье, четвертое — в зависимости от принятого коэффициента ослабления d), на второй — каждое четвертое (девятое, шестнадцатое), на третьей — каждое восьмое (двадцать седьмое, шестьдесят четвертое). При этом на каждой стадии браковочное число R ограничивает допустимое число бракованных изделий из общего числа n проконтролированных. NQL означает допустимую вероятность брака, β — риск потребителя.
Кроме перечисленных инструментов управления качеством, в TechnologiCS возможно применение следующих процедур:
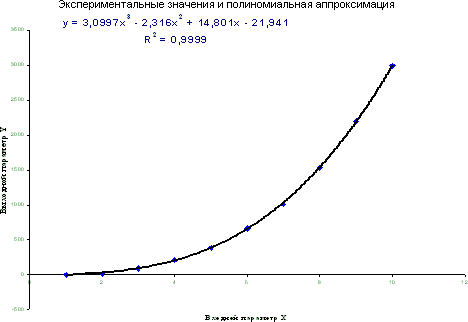
- регрессионного анализа, позволяющего построить математическую модель объекта по экспериментальным данным. Эффективность этого инструмента иллюстрируется следующим примером. На каждый из материалов, применяемых при выпуске продукции, имеются технические условия. По тем или иным причинам некоторые материалы не соответствуют ТУ. Располагая моделью объекта, можно проанализировать изменение процента выхода годных изделий в случае, если такие материалы будут пущены в производство. Пример построения регрессионной модели для одного влияющего фактора приведен на рис. 8;
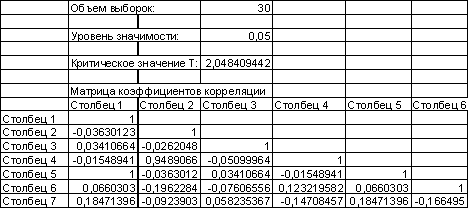
- корреляционного анализа, позволяющего оценить значимость статистической связи параметров. Например, при выпуске микросхем проверяется гипотеза о влиянии на процент выхода годных микросхем такого фактора, как температура или влажность на сборке. По результатам корреляционного анализа можно с заданной вероятностью оценить значимость данных факторов. На рис. 9 показан пример корреляционного анализа, проведенного для шести факторов;
- дисперсионного анализа, позволяющего оценить значимость рассогласования настроенности объекта во времени. Например, в случаях, когда одинаковые изделия выпускаются на разных технологических линиях, дисперсионный анализ позволяет оценить статистическую однородность продукции, выпускаемой на разных линиях;
- выборочного контроля партий по альтернативному и количественному признаку (ГОСТ Р 50 779.71−99,
ГОСТ 50 779 .53−98).
Внедрение на предприятии перечисленных выше инструментов позволяет сертифицировать производство по ГОСТ Р 40.004−96 «Порядок сертификации производст».
- Подробнее о Вильфредо Парето читайте здесь: [http://gallery.economicus.ru/cgi-ise/gallery/g_framen.pl?type=in&search=pareto] ↑
- Подробнее об Уолтере Шухарте читайте здесь: [http://deming.by.ru/Theorya/David_Hovard/David_Howard1.html] ↑
Петр Кудинов, магистрант Новосибирский
государственный технический университет
Скачать статью в формате PDF — 816.1 Кбайт |


