Главная » Продукты и решения » CoreTech System Moldex3D 2021
- 16 января 2022 г.
-

Обзорные курсы по расчетам литья пластмасс доступны в формате онлайн
Группа компаний «СиСофт» (CSoft) объявляет дополнительные даты обучающих курсов, посвященных решению инженерных задач литья под давлением термопластичных материалов с использованием CAE-систем. Занятия теперь доступны в формате онлайн! -
Обзорные курсы по расчетам литья пластмасс
Группа компаний «СиСофт» (CSoft) приглашает к участию в цикле обучающих курсов, посвященных решению инженерных задач литья под давлением термопластичных материалов с использованием CAE-систем. - 10 ноября 2021 г.
-

Вышел очередной номер нашего журнала
Предлагаем вашему вниманию очередной выпуск журнала. Основная тема номера – машиностроение. Журнал поможет вам сделать правильный выбор среди всего многообразия специализированного программного и аппаратного обеспечения. - 24 декабря 2020 г.
-

Стартовал отбор операторов программы Минпромторга по субсидированию закупок инжинирингового ПО
Компания CSoft (г.Москва) очередной раз планирует стать оператором программы субсидирования инжинирингового ПО.
23 июля приказом №2862 Минпромторг России объявил о сборе заявок на выбор операторов программы субсидирования по закупкам инжинирингового ПО.
- 6 августа 2018 г.
-
Компания CSoft — оператор программы субсидирования покупки специализированного инжинирингового ПО. Программа продлится до 30 ноября
Компания CSoft (АО «СиСофт») объявляет о продолжении программы субсидирования покупки специализированного инжинирингового ПО. Программа продлится до 30 ноября. - 4 октября 2017 г.
-
Компания CSoft — оператор программы субсидирования покупки специализированного инжинирингового ПО
Компания CSoft (АО «СиСофт») вошла в число операторов услуг по возмещению части затрат на приобретение специализированного инжинирингового программного обеспечения. В отборе участвовали 12 компаний, 10 из них успешно его прошли. Компания CSoft становится оператором программы уже несколько лет подряд. - 21 августа 2017 г.
-
Вышел второй номер нашего журнала за 2016 год
Второй выпуск журнала традиционно посвящен машиностроению.
Наш журнал поможет вам сделать правильный выбор среди всего многообразия специализированного программного и аппаратного обеспечения.
- 6 февраля 2017 г.
-
Программа субсидирования: старт второго этапа
Компания «СиСофт», являющаяся оператором Минпромторга России при реализации программы субсидирования части затрат на приобретение специализированного инжинирингового ПО, объявляет о начале заключения договоров в рамках второго этапа программы. - 5 октября 2016 г.
-
Субсидии Минпромторга. Последние два дня приема заявок на скидку до 60%
Компания «СиСофт» сообщает о возможности получения государственной финансовой поддержки на приобретение инжинирингового программного обеспечения. Размер поддержки может составить до 60% от условной стоимости лицензии на программное обеспечение. - 23 августа 2016 г.
-
Минпромторг утвердил ЗАО «СиСофт» оператором программы субсидирования покупки ПО для малого и среднего бизнеса
Минпромторг России опубликовал список операторов программы субсидирования, в рамках которой из средств федерального бюджета малым и средним предприятиям возмещается часть затрат на приобретение специализированного инжинирингового программного обеспечения. Одним из операторов программы стала компания «СиСофт». - 19 августа 2016 г.
-
Скидка до 60% только 4 дня: прием заявок на государственное субсидирование приобретения инжинирингового программного обеспечения
Минпромторг утвердил ЗАО «СиСофт» оператором программы субсидирования покупки ПО для малого и среднего бизнеса. - 17 августа 2016 г.
-

Цикл вебинаров по моделированию литья под давлением термопластичных материалов в Moldex3D
Компания CSoft продолжает цикл вебинаров «Инженерные расчеты литья термопластов в Moldex3D». Вебинары ориентированы на конструкторов литьевых изделий, конструкторов литьевых форм, технологов по литью, а также на специалистов, занимающихся подготовкой производства литьевых изделий и заказом литьевых форм. - 14 сентября 2015 г.
-
.jpg)
Вышел CADmaster
№ 5 (78) 2014Группа компаний CSoft сообщает о выходе пятого номера журнала CADmaster за 2014 год.
Пятый номер традиционно посвящен машиностроению. Журнал поможет вам сделать правильный выбор среди всего многообразия специализированного программного и аппаратного обеспечения.
- 5 мая 2015 г.
-
Онлайн-обучение для российских пользователей Moldex3D
Компания CSoft сообщает о начале проведения учебных курсов для пользователей Moldex3D через Интернет. Программа онлайн-курсов идентична программе очного обучения, предлагаемой компанией CSoft начиная с прошлого года. - 28 апреля 2015 г.
-
База данных по отечественным пластмассам для Moldex3D
Компания CSoft сообщает о выходе первой версии базы данных по отечественным полимерным материалам для расчетов в Moldex3D. - 4 марта 2015 г.
-
Продолжение цикла вебинаров по моделированию литья пластмасс в Moldex3D
Компания CSoft продолжает цикл вебинаров «Инженерные расчеты литья термопластов в Moldex3D». Вебинары ориентированы на конструкторов литьевых изделий, конструкторов литьевых форм, технологов по литью, а также на специалистов, занимающихся подготовкой производства литьевых изделий и заказом литьевых форм. - 4 ноября 2014 г.
-
Цикл вебинаров по моделированию литья пластмасс в Moldex3D
Компания CSoft начинает цикл вебинаров «Инженерные расчеты литья термопластов в Moldex3D». Участие в вебинарах бесплатное. В октябре-ноябре 2014 г. будут проводиться следующие вебинары:
- 7 октября 2014 г. (с 11.00 до 12.00) - удобный инструмент для прогнозирования и устранения проблем литья (обзор продуктов Moldex3D eDesign);
- 21 октября 2014 г. (11.00-12.00) - подготовка модели литьевого изделия и литниковой системы для расчета в продуктах Moldex3D eDesign;
- 11 ноября 2014 г. (11.00-12.00) - прогнозирование недолива и других проблем литья при расчете стадии заполнения (модуль Moldex3D Flow);
- 25 ноября 2014 г. (11.00-12.00) - прогнозирование утяжин и других проблем уплотнения литьевого изделия (модуль Moldex3D Pack).
Продукты Moldex3D занимают лидирующие позиции в мире среди CAE-систем в области компьютерного анализа литья под давлением и других процессов переработки полимерных материалов. Эти продукты широко применяются при выборе оптимальных решений в процессе проектирования полимерных изделий и технологической оснастки, оптимизации технологического режима, прогнозирования поведения изделий при эксплуатации, анализа причин брака и де-факто стали отраслевым стандартом.
- 23 сентября 2014 г.
-
Компания «СиСофт» получила наивысший уровень сертификации по продуктам Moldex3D
Сотруднику компании «СиСофт» Игорю Барвинскому вручен сертификат эксперта по продуктам Moldex3D. Продукты Moldex3D занимают лидирующие позиции в мире среди CAE-систем в области инженерных расчетов для литья под давлением и других процессов переработки полимерных материалов. - 12 августа 2014 г.
-
Компании «СиСофт» и «Би Питрон» подписали соглашение о сотрудничестве по распространению продуктов Moldex3D для инженерного анализа литья пластмасс
Продукты Moldex3D занимают лидирующие позиции в мире среди CAE-систем в области компьютерного анализа литья под давлением и других процессов переработки полимерных материалов. Эти продукты де-факто стали отраслевым стандартом.
Moldex3D 2021 поставляется в комплектах или отдельными модулями для рядов Moldex3D eDesign, Moldex3D Professional и Moldex3D Advanced, которые различаются методами 3D-расчетов и соответствующим инструментарием для работы с сетками. Ряд Moldex3D IC Packaging предназначен для расчетов технологических процессов герметизации электронных компонентов. 3D-расчеты в Moldex3D 2021 выполняются с использованием метода конечных объемов.
- Moldex3D eDesign
-
Moldex3D eDesign применяется для 3D-моделирования литья под давлением термопластов, реактопластов и резин по методу eDesign с автоматическим построением 3D-сетки заданного уровня.
Для термопластичных материалов с помощью Moldex3D eDesign можно провести отработку конструкции литьевой детали на технологичность, учитывая особенности марки материала и характеристики литьевого оборудования, выбрать места впуска, спрогнозировать дефекты литьевых деталей, определить их причины и найти конструкторско-технологические решения, позволяющие устранить выявленные проблемы, выполнить расчет литниковой системы и определить технологический режим литья под давлением, обеспечивающий получение качественной продукции.
- Базовый комплект Moldex3D eDesign
Комплект Moldex3D eDesign включает модули Studio, Flow, Pack, Warp, Cool и 4xPP (модуль PP рассмотрен ниже в разделе «Параллельные вычисления»).
- Studio
-
«Ленточный» пре-/постпроцессор Studio предназначен для создания геометрической модели литниковой системы и др. элементов литьевой формы, участвующих в расчетах, геометрической модели сопла и предсопловой области литьевой машины, 3D-сетки, задания материалов и условий расчета, управления расчетами, вывода результатов и подготовки отчета.
Модуль Studio позволяет подготовить комбинированную 3D-сетку на основе вокселей для полимерной детали, используемую при расчете по методу eDesign. Модель литьевой детали может быть импортирована в Studio в форматах STEP, STL или IGES (о других форматах см. ниже). Для литниковых каналов и каналов системы охлаждения могут применяться комбинированная воксельная или гексаэдрическая сетки.
Использование гексаэдрических сеток расширяет возможности при создании геометрической модели (в частности, можно быстро задавать различные типы соединений разводящих литниковых каналов, переходов к впускным литниковым каналам, а также соединений охлаждающих каналов).
Для расчетов процесса литья под давлением с металлической арматурой, а также двухкомпонентного применяются модели вставок детали.
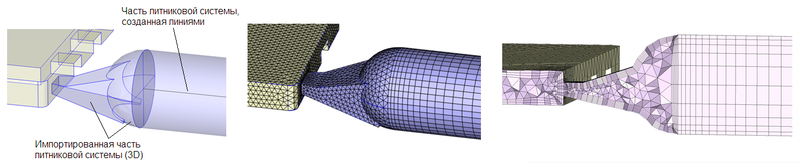
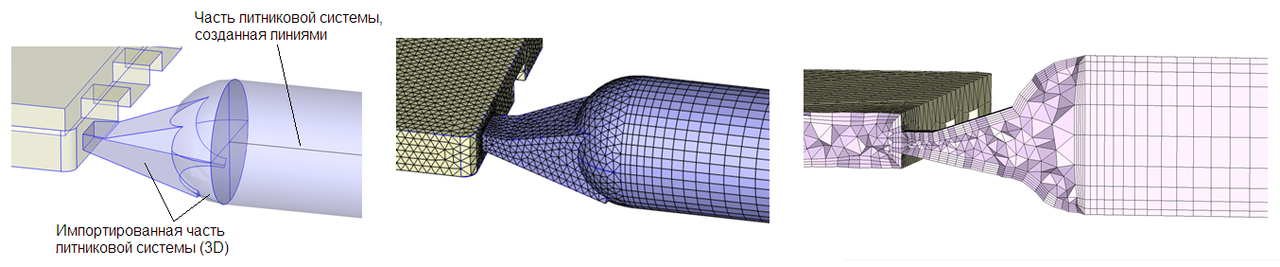
Модель литниковой системы (холодноканальной, горячеканальной или комбинированной) с 3D-течением расплава полимерного материала можно создать автоматически или «вручную» в модуле Studio. Ее также можно импортировать из CAD-систем.

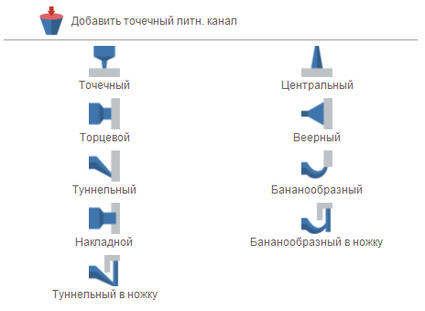
Имеется библиотека типовых 3D-конструкций впускных литниковых каналов: центрального, точечного, торцевого, веерного, накладного, нескольких вариантов туннельного и «бананообразного» туннельного, а также туннельного канала с впуском «в ножку» (через вырез в толкателе) и пр. Модель отливки может содержать ловушку для «холодной капли» (напротив центрального и в разводящих литниковых каналах), «зацепы» и прибыль для учета их влияния на литьевой процесс.
Для модели горячеканальной литниковой системы предусмотрены различные виды горячеканальных сопел, включая сопла с запорным клапаном. В технологии «каскадного литья» (с «последовательным впуском») запирающиеся сопла можно объединить в группы, что позволяет синхронизировать режим открытия и закрытия сопел.
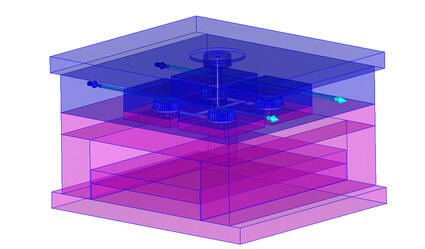
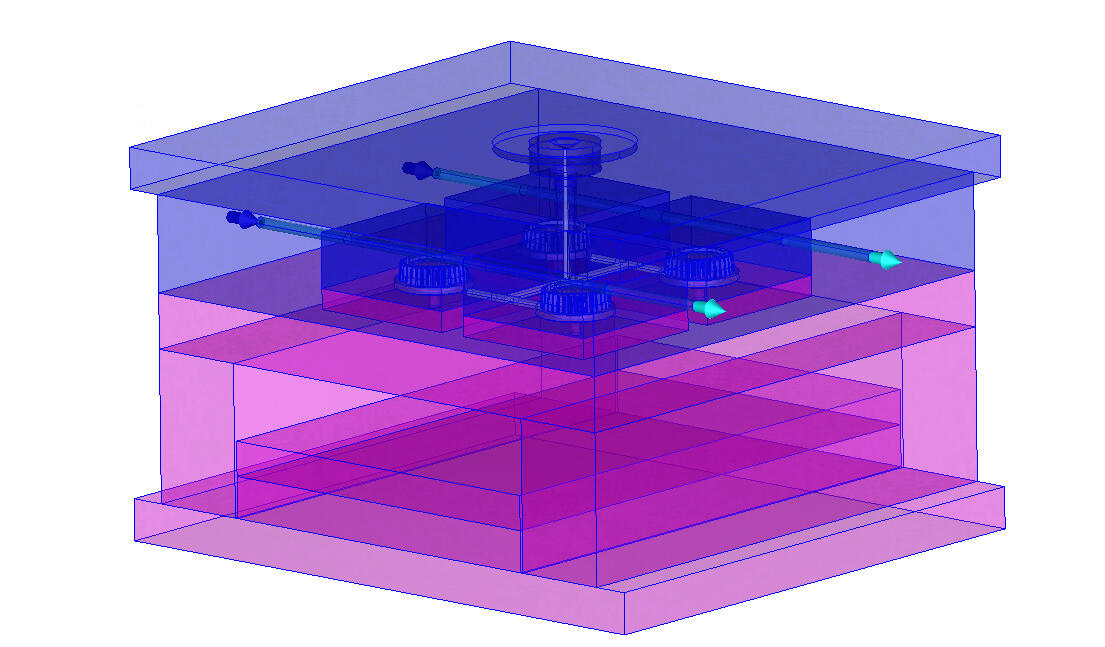
Модель литьевой формы применяется для тепловых (нагрева-охлаждения) и механических (напряженно-деформированного состояния) расчетов. Она состоит из блока или плит формы, контуров охлаждения и вставок формы. При необходимости (в случае высокой температуры формы для термопластов, литье с вариотермическим термостатированием или при переработке реактопластов) модель формы может включать электрические и индукционные нагреватели. Мастер каналов охлаждения помогает быстро создать модель охлаждающих контуров, содержащих каналы охлаждения с определенным поперечным сечением и соединительные шланги. Можно использовать библиотеку конструкций охлаждающих каналов, охлаждающие каналы с фонтанирующей трубкой или перегородкой.
Вставки формы применяются, когда необходимо учесть влияние материала вставок, если он отличается от материала блока формы (например, в случае теплопроводных вставок), а также воздушных и пр. зазоров между деталями формы на процесс литья, расчета деформаций знаков и пуансонов.
Модуль Studio позволяет задать расположение и геометрические параметры вентиляционных каналов для расчета процесса с учетом вытеснения воздуха из литьевой формы потоком расплава, условия закрепления узлов сетки для расчетов деформаций знаков и пуансонов, термообработки или поведения литьевой детали при эксплуатации, а также граничные условия для других видов расчетов.
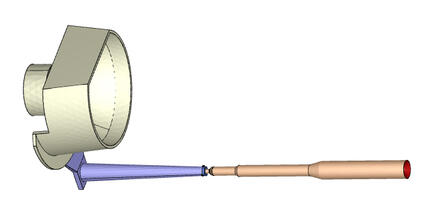
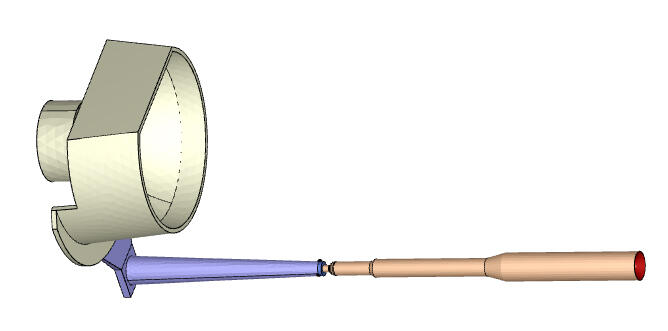
Для учета влияния диссипативного тепловыделения в расплаве, происходящего при впрыске в материальном цилиндре, на температуру расплава модель должна включать сопло литьевой машины и дозу впрыска. Имеется инструментарий (Мастер) для интерактивного создания модели сопла и предсопловой области материального цилиндра с использованием библиотеки вариантов конструкции.
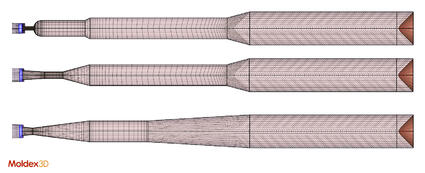
Уровень сетки, задаваемый значением от 1 до 5, определяет густоту сетки, а также количество элементов и, таким образом, влияет на точность и длительность расчетов. Уровень 1 соответствует наименьшей густоте сетки и минимальному количеству элементов, что значительно сокращает время, необходимое для расчета, одновременно понижая его точность. При уровне 5 получаются сетка с максимальной густотой и наибольшим количеством элементов. Расчеты, выполненные для такой сетки, обеспечивают максимальную точность, но требуют очень большого времени. Построенная автоматически в модуле Studio 3D-сетка используется для расчета без проверок и доработок.
С помощью модуля Studio можно задать условия расчета, работать с базами данных по материалам и литьевым машинам, управлять расчетами, выводить текстовые и графические результаты и создавать отчеты.
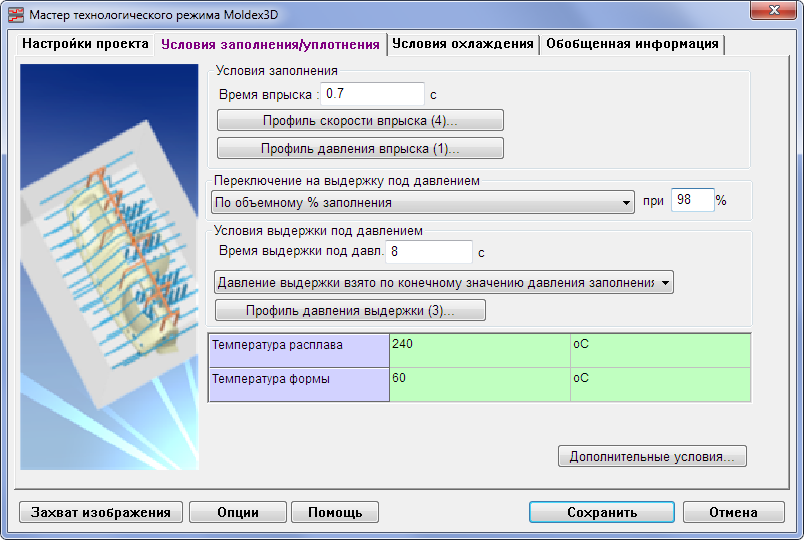
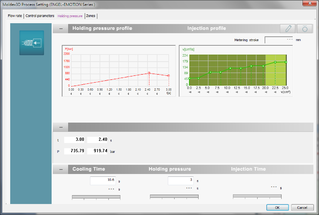
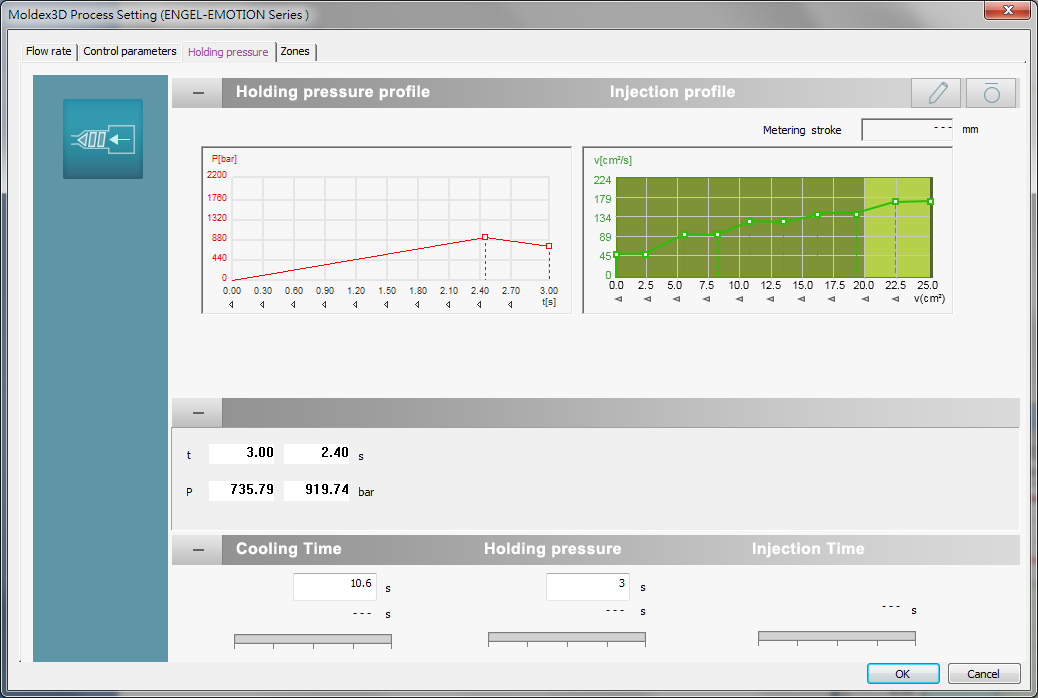
Мастер технологического режима позволяет задать параметры процесса с учетом характеристик литьевой машины (они берутся из базы данных Moldex3D или персональной базы данных пользователя). Для литьевых машин ряда производителей (Arburg, CLF, ENGEL, Fanuc, FCS, JSW, Mitsubishi, NIIGATA, NISSEI, Sodick, SUMITOMO, TOSHIBA, Victor Taichung и других) условия литья под давлением можно задать с помощью виртуальных контроллеров в том виде, как они задаются в системе управления литьевой машины. Количество поддерживаемых систем управления литьевых машин увеличивается в каждой версии Moldex3D. Если расчет выполняется без использования базы данных по литьевым машинам, требуемые характеристики литьевого оборудования определяются в ходе расчета.
С помощью Мастера отчета можно автоматически создать отчет о результатах моделирования технологического процесса в формате PPT по шаблону.
- Flow
-
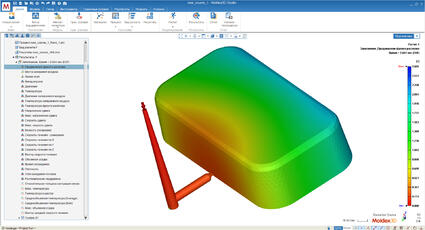
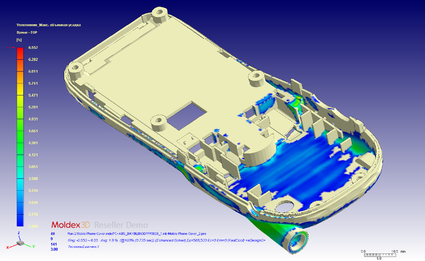
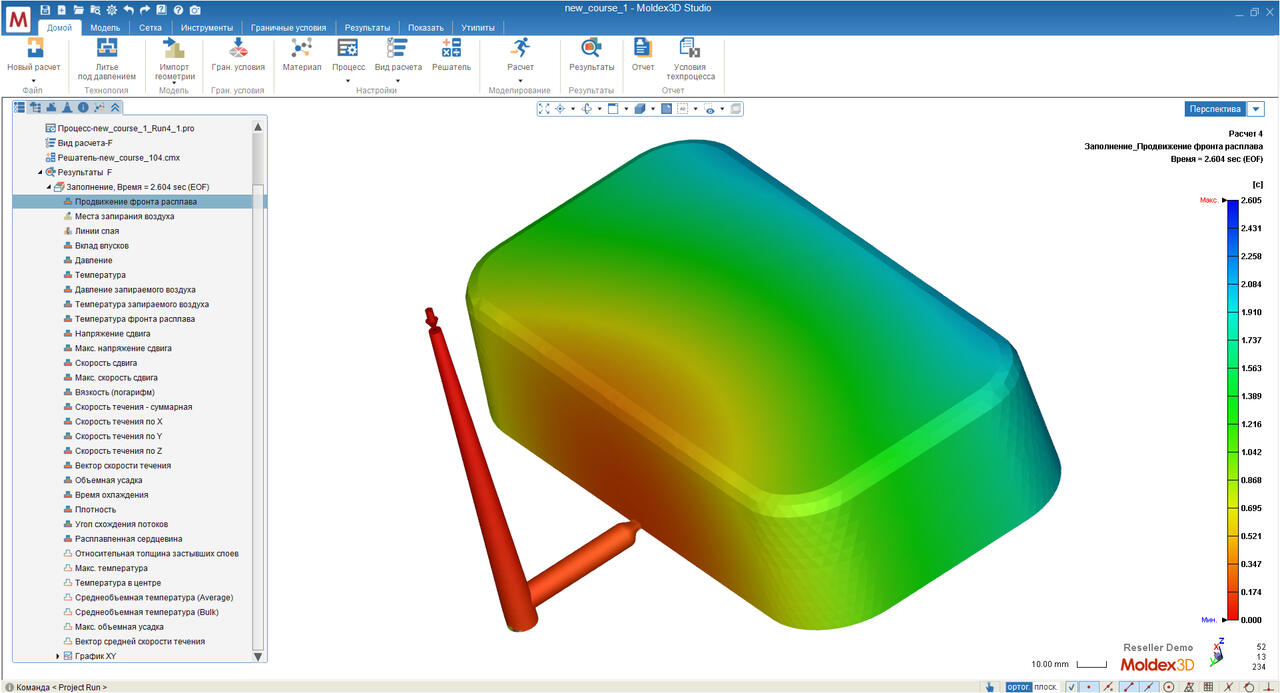
Модуль Flow позволяет выполнить 3D-расчет заполнения литьевой формы расплавом термопластичного материала и спрогнозировать недолив, облой и другие дефекты, формирующиеся на этой стадии процесса литья под давлением. Используется модель течения сжимаемого расплава в нестационарных (при изменении температуры расплава во времени в процессе заполнения формы) неизотермических условиях (с учетом влияния охлаждения через стенки оформляющей полости и диссипативного тепловыделения в расплаве).
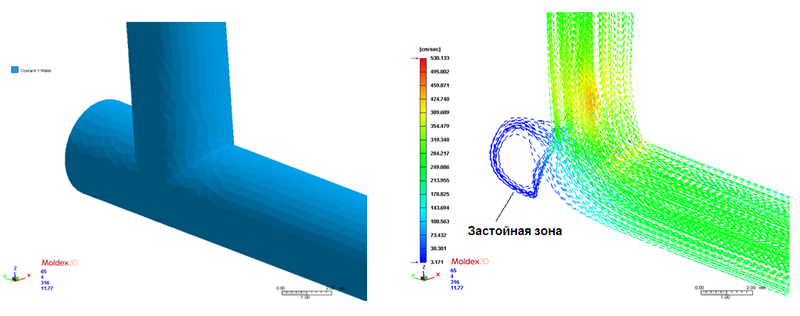
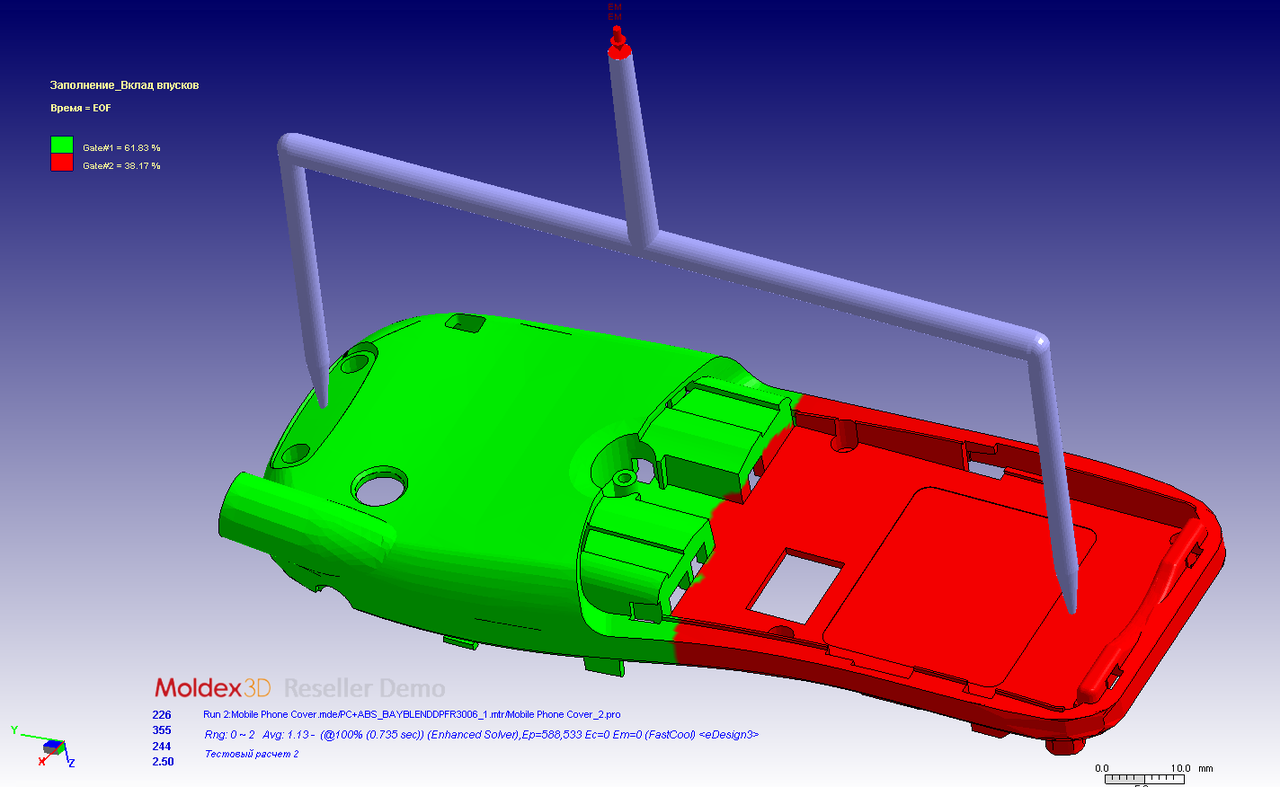
Для большей достоверности результатов течение расплава моделируется в виде 3D-течения как в оформляющей полости формы, так и в литниковой системе. 3D-моделирование течения расплава в оформляющей полости дает возможность адекватного учета движения расплава на входе в полость, в областях повышенной толщины, разнотолщинности, эффекта ускоренного движения фронта расплава вблизи торцевых стенок (из-за влияния диссипативного тепловыделения), прекращения течения в застойных зонах (например, вблизи углов), изменения направления и скорости течения при образовании спаев.
3D-моделирование течения расплава в литниковой системе позволяет учесть негативное влияние нестационарности на равномерность распределения температуры расплава при течении в разветвляющихся каналах, что может вызывать несбалансированное заполнение, недолив, повышенное колебание усадки или другие проблемы.
Расчеты могут выполняться для термопластичных материалов разным реологическим поведением расплавов, в том числе для модели эффективной вязкости с пределом текучести.
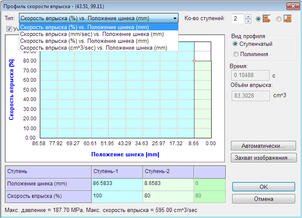
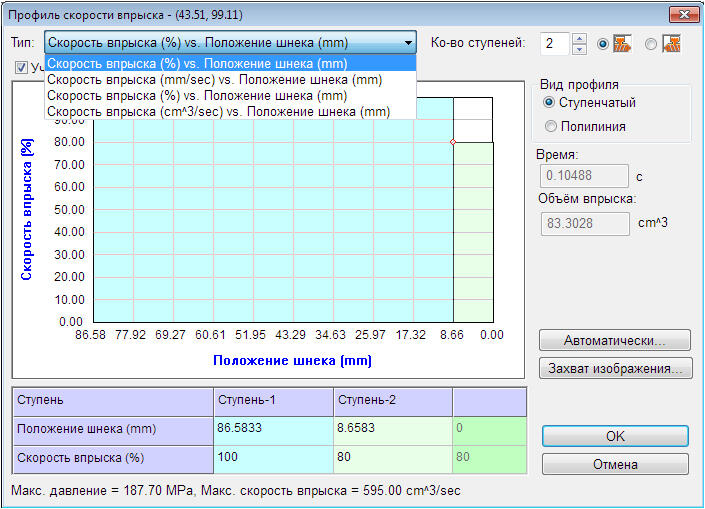
Условия расчета задаются с помощью Мастера технологического режима для постоянной скорости впрыска или с использованием профиля скорости впрыска. При необходимости можно учесть влияние гравитации на течение.
При расчете заполнения предусмотрена возможность учесть сжимаемость расплава, декомпрессию, а также влияние диссипативного тепловыделения в дозе впрыска на температуру расплава (для этого модель должна включать сопло литьевой машины и предсопловую область материального цилиндра).
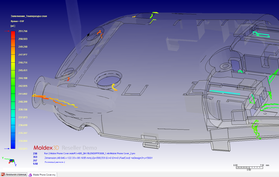
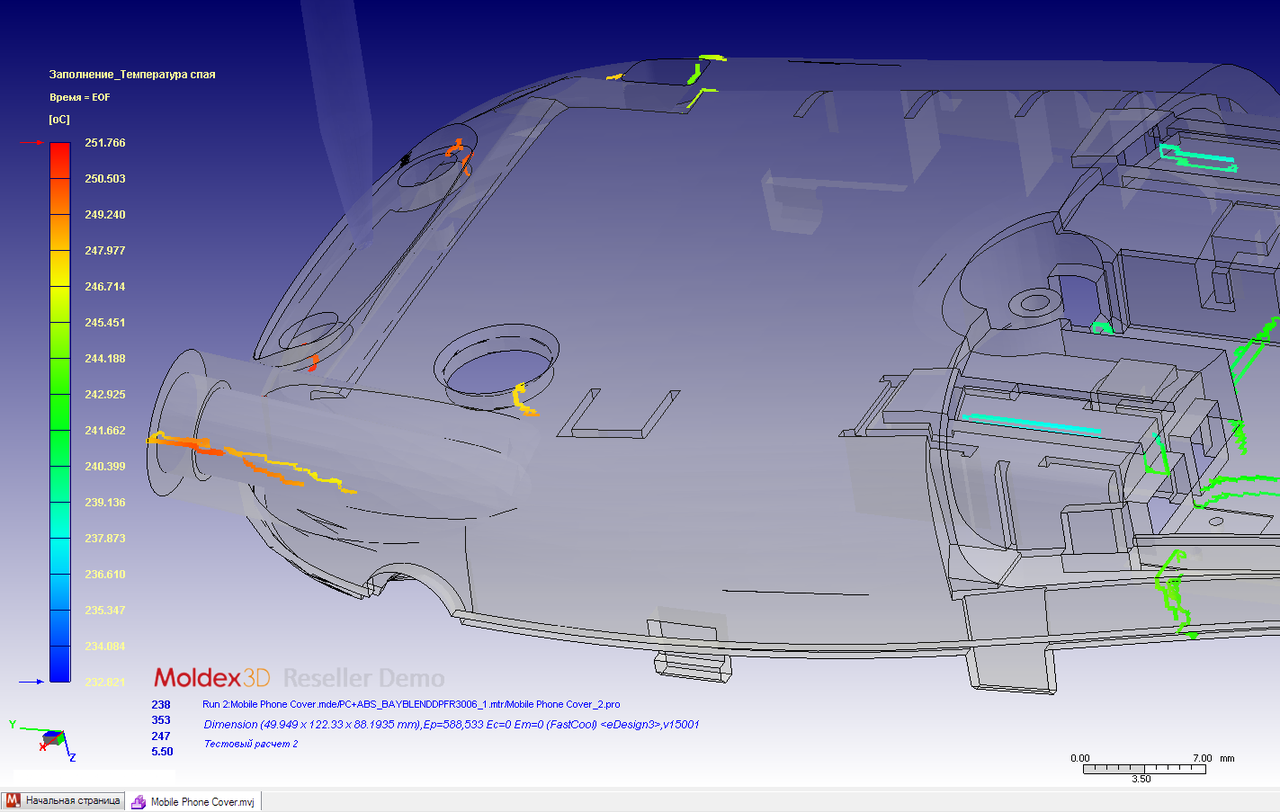
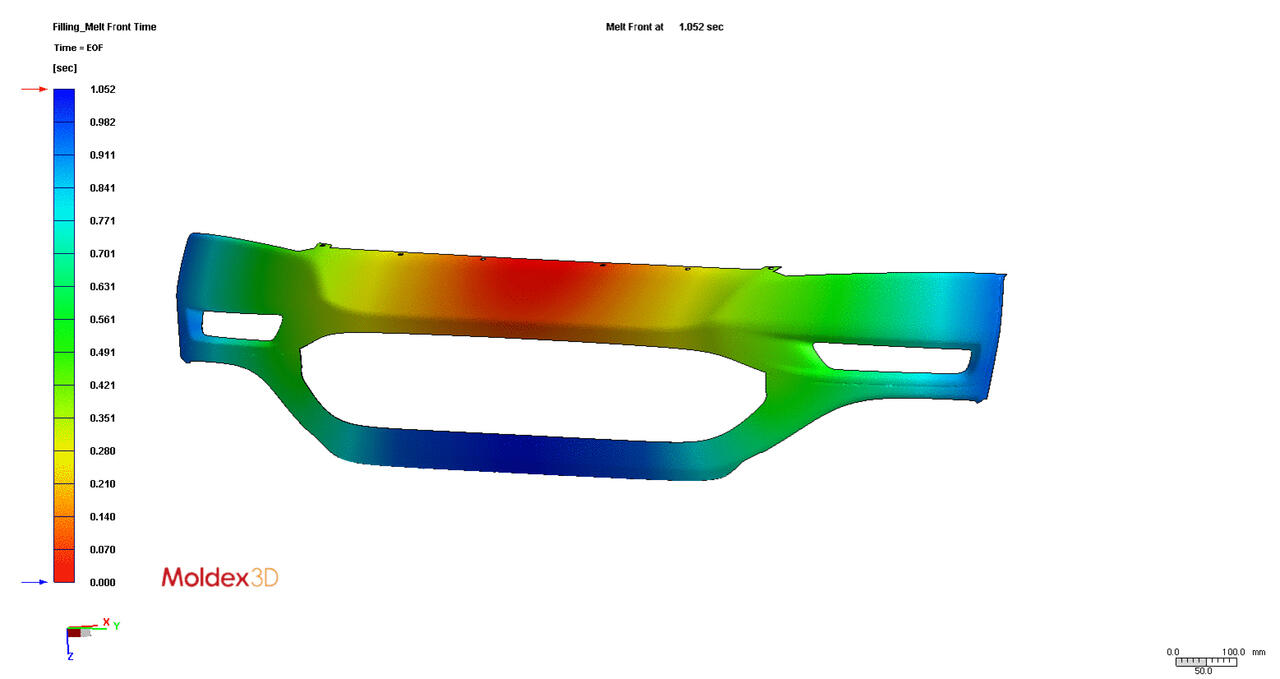
Графические результаты моделирования стадии заполнения литьевой формы включают подробную информацию о поведении полимерного материала на стадии заполнения, в частности при формировании спаев: угол схождения потоков и температуру фронтов расплава при образовании спая.
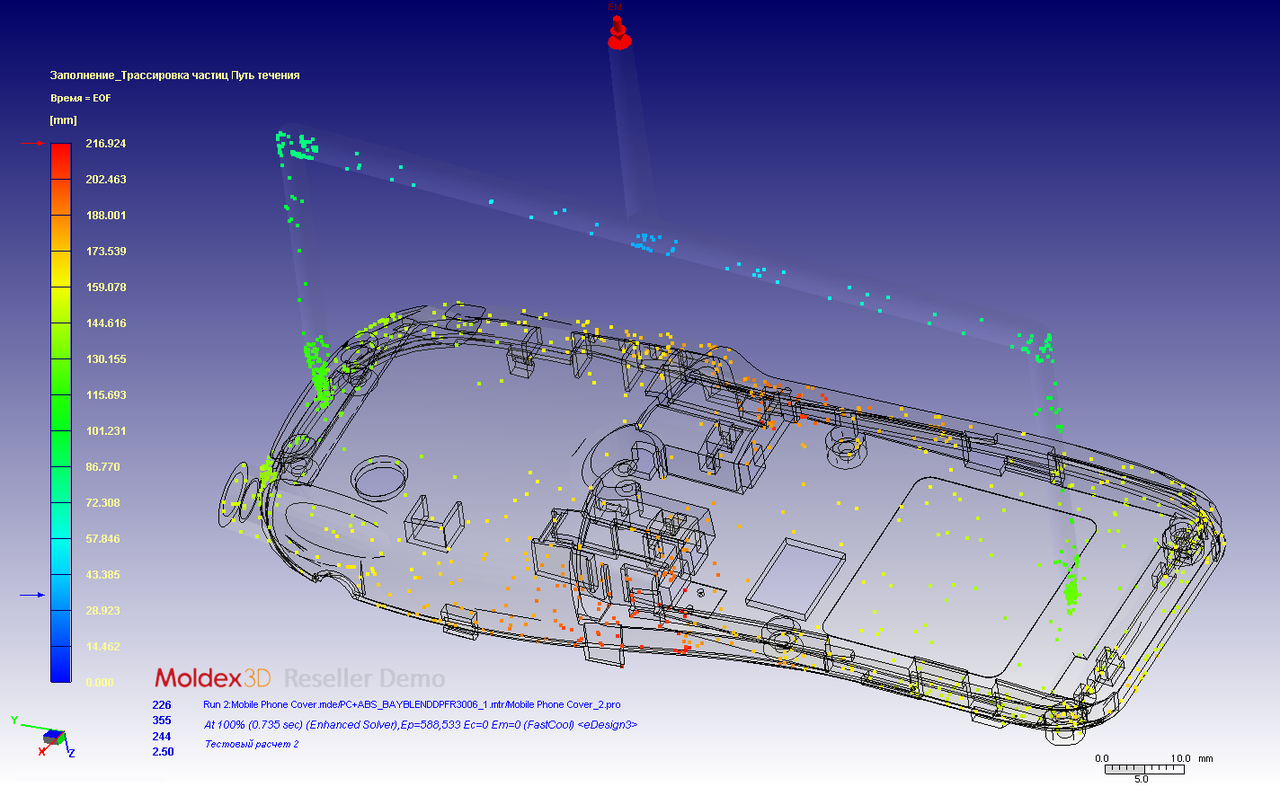
Можно получить результаты для промежуточных моментов времени. Для наглядного представления графических результатов расчета применяются анимация, разрезы, сечения, представления в виде изолиний, изоповерхностей, векторов, зависимости от времени и распределения в направлении толщины и др.
Если расчет выполнялся с учетом вытеснения воздуха из литьевой формы потоком расплава (в модуле Studio должны быть заданы положение и размеры вентиляционных каналов), результаты включают остаточное давление и температуру воздуха в оформляющей полости, позволяющие оценить опасность недолива (из-за запирания воздуха), дизель-эффекта (подгорания расплава полимера из-за нагрева воздуха при его быстром сжатии) и других проблем, вызванных неадекватной вентиляцией литьевой формы.
В результате расчета пользователь получает информацию о процессе литья и поведении полимерного материала, чтобы предпринять необходимые шаги, направленные на устранение явлений, оказывающих негативное влияние на качество получаемых деталей.
Автоматические алгоритмы выявления проблем и система «подсказок» облегчают оценку результатов расчета начинающими пользователями.
Модуль Flow можно применять для 3D-моделирования литья под давлением с металлической и прочей арматурой (литье со вставками, литье на металлическое основание и др.), а также для расчетов процессов двухкомпонентного (двухцветного) и многокомпонентного (многоцветного) литья под давлением, включая литье с закладными (предварительно отлитыми) полимерными деталями и литье с последовательным впрыском компонентов в одном литьевом цикле. Проведение расчетов не требует связанности сеток, что существенно сокращает время подготовки модели. Отливка может одновременно содержать арматуру или полимерные закладные элементы из различных материалов.
Для реактопластов и резин (в том числе на основе силиконовых каучуков) модуль Flow позволяет смоделировать течение и отверждение полимерного материала, спрогнозировать дефекты и проблемы, возникающие при литье под давлением и других процессах переработки, а также выбрать оптимальные решения для их предотвращения.
При расчете течения расплава в модуле Flow можно учитывать скольжение (или кажущееся скольжение) полимерного материала относительно стенки литьевой формы путем задания коэффициента трения или критического напряжения сдвига. Условие скольжения снижает потери давления при течении расплава и повышает длину затекания. Это явление наблюдается при течении высоконаполненных термопластов, а также реактопластов и резин.
- Pack
-
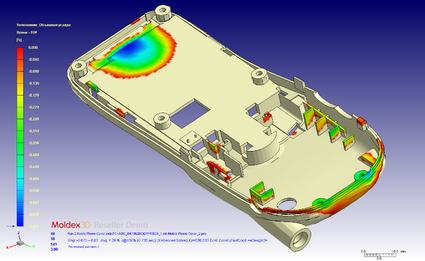
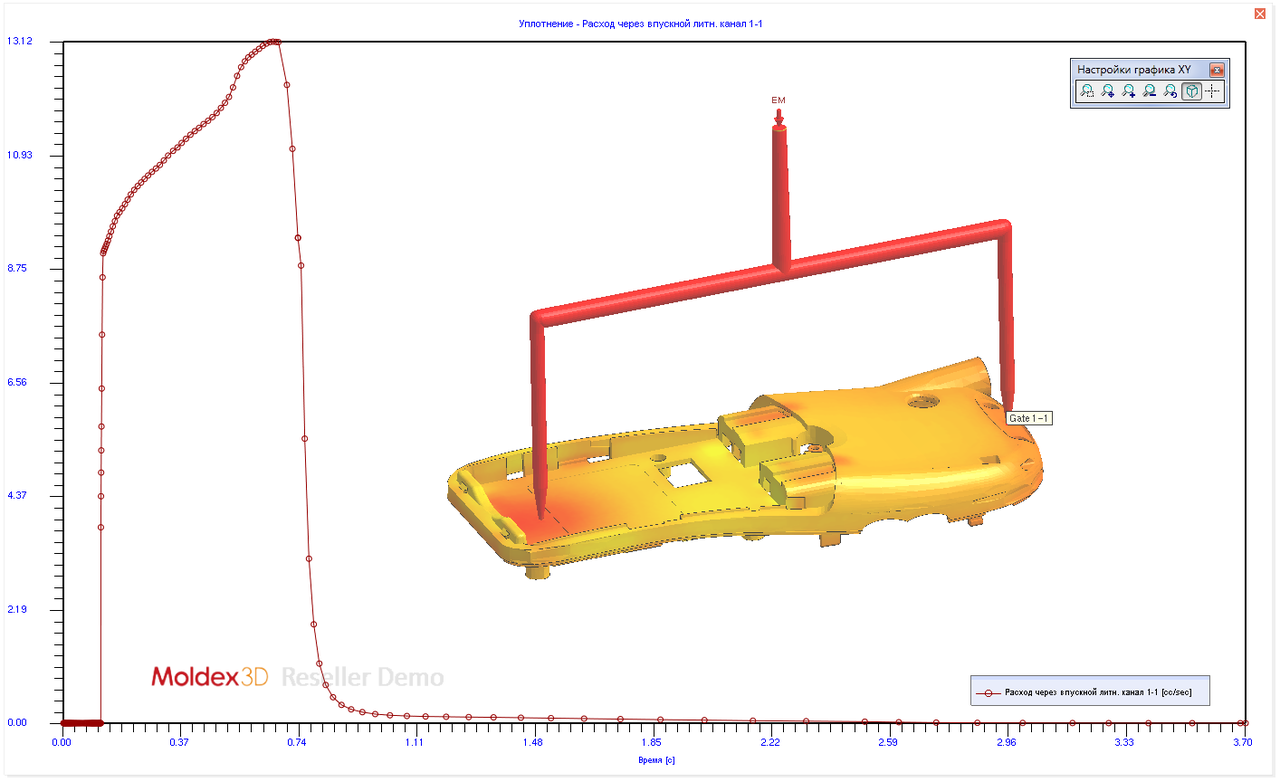
Модуль Pack позволяет выполнить 3D-моделирование стадий уплотнения (выдержки под давлением) и охлаждения отливки в форме (выдержки на охлаждение) для термопластов, а также выдержки на отверждении для реактопластов и резин.
Расчет уплотнения осуществляется для ступенчатого или линейного профиля давления выдержки (задается в Мастере технологического режима с учетом конструкции литниковой системы и литьевой детали, характеристик и особенностей литьевой машины).
При «каскадном» литье в модуле Pack предусмотрен технологический процесс с дополнительным открытием запирающихся сопел при подпитке, который применяется для более равномерного уплотнения отливки.
Для моделирования охлаждения отливки в форме необходимо либо задать время выдержки на охлаждение (встроенный калькулятор позволяет предварительно оценить время, необходимое для охлаждения), либо выбрать в условиях расчета опцию автоматического определения требуемого времени выдержки на охлаждение.
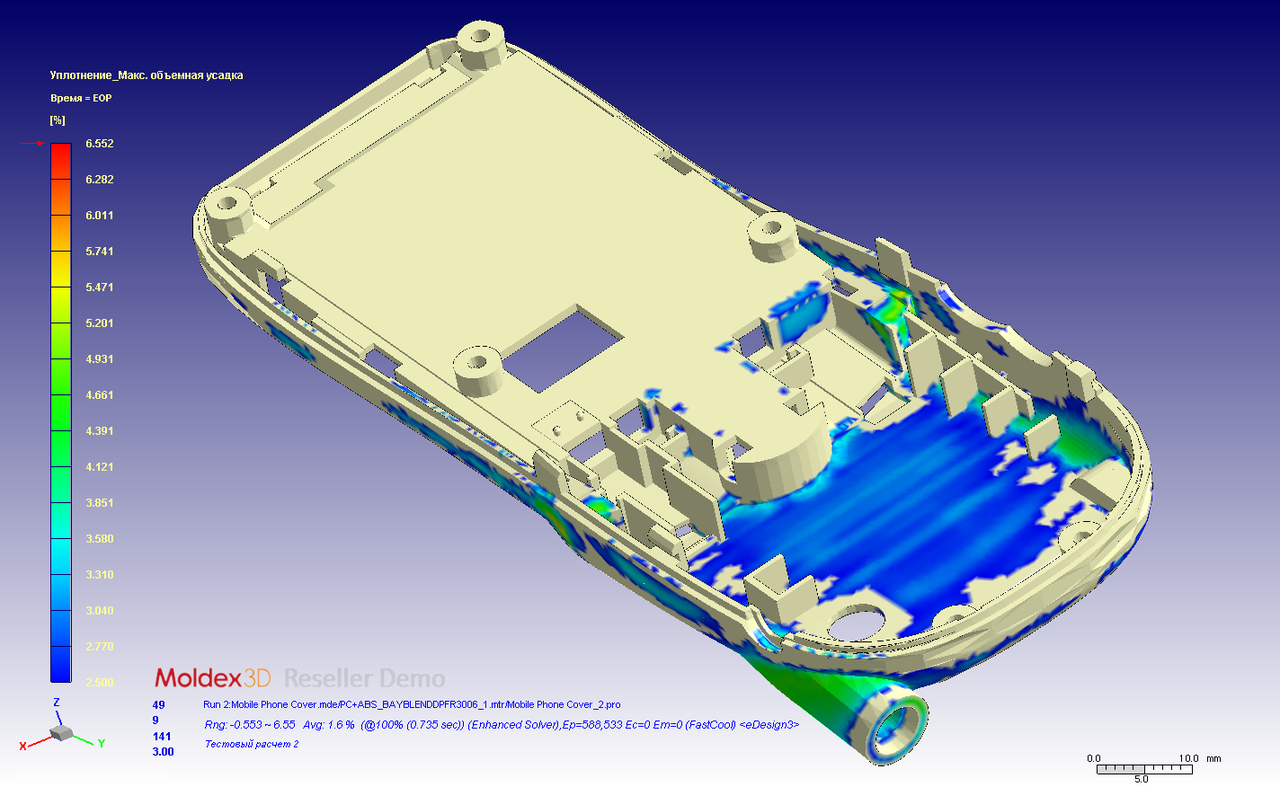
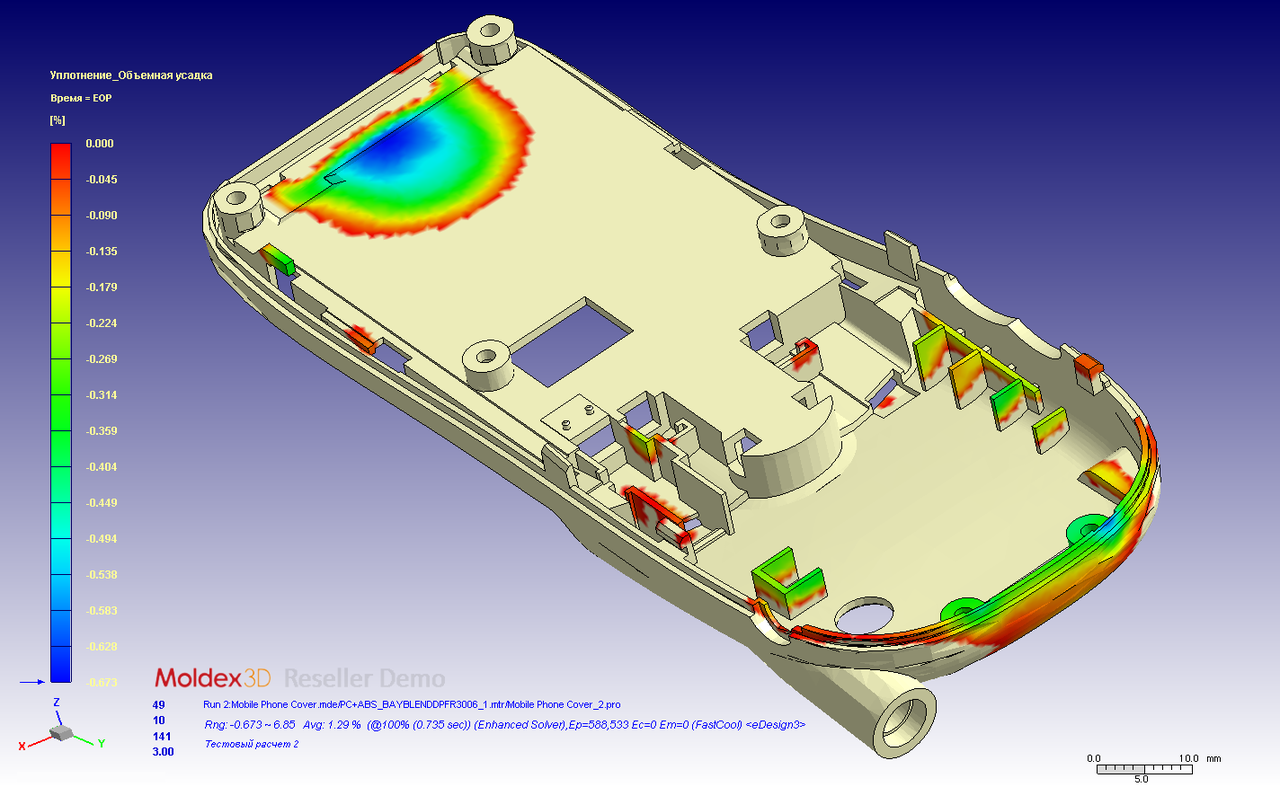
Графические результаты расчета уплотнения включают:
- распределение объемной усадки;
- распределение максимальной (в направлении толщины) объемной усадки;
- распределение глубины утяжин;
- распределение плотности;
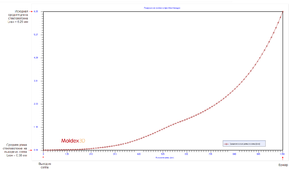
- изменение распорного усилия во времени;
- изменение веса детали во времени;
- изменение веса деталей с литником во времени
- и др.
Моделирование уплотнения позволяет предотвратить проблемы, вызванные высокой (недоуплотнение), низкой (переуплотнение) и неравномерной объемной усадкой: утяжины, усадочные полости (пузыри), залипание отливки в форме при выталкивании, дефекты текстуры, неравномерный блеск, коробление, высокие остаточные напряжения и пр.
- Warp
-
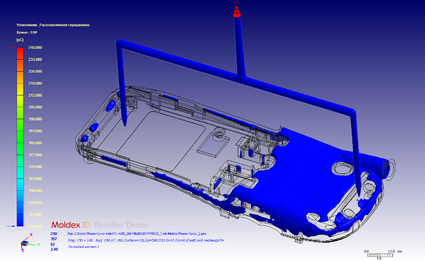
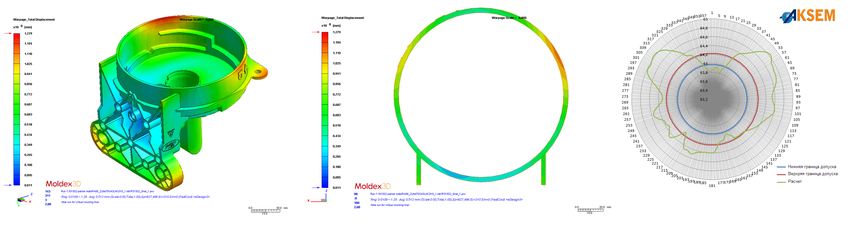
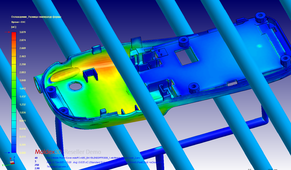
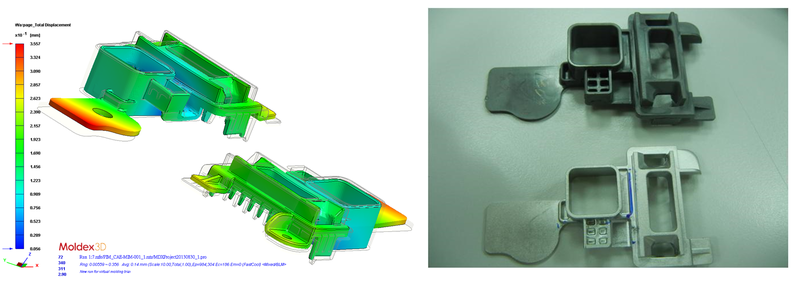
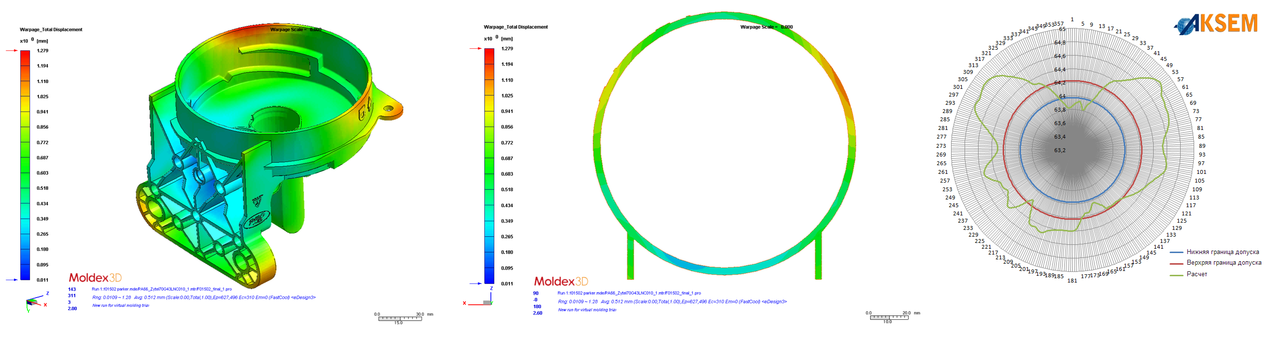
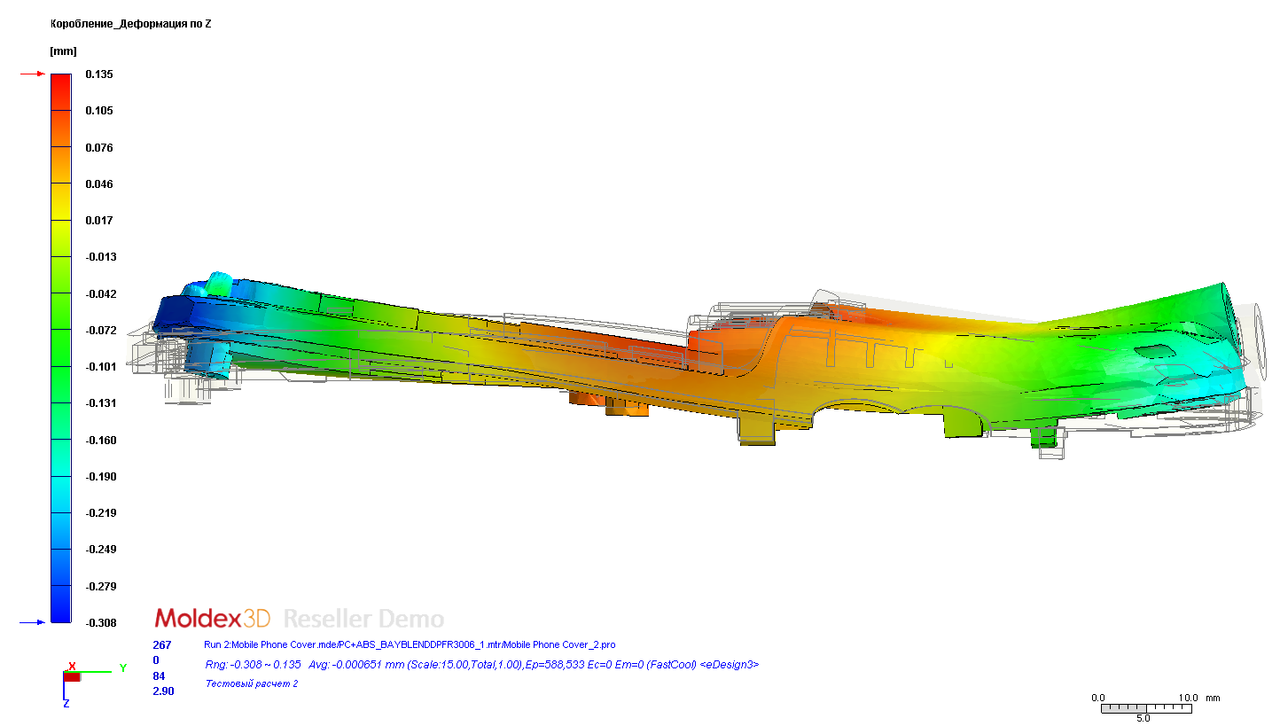
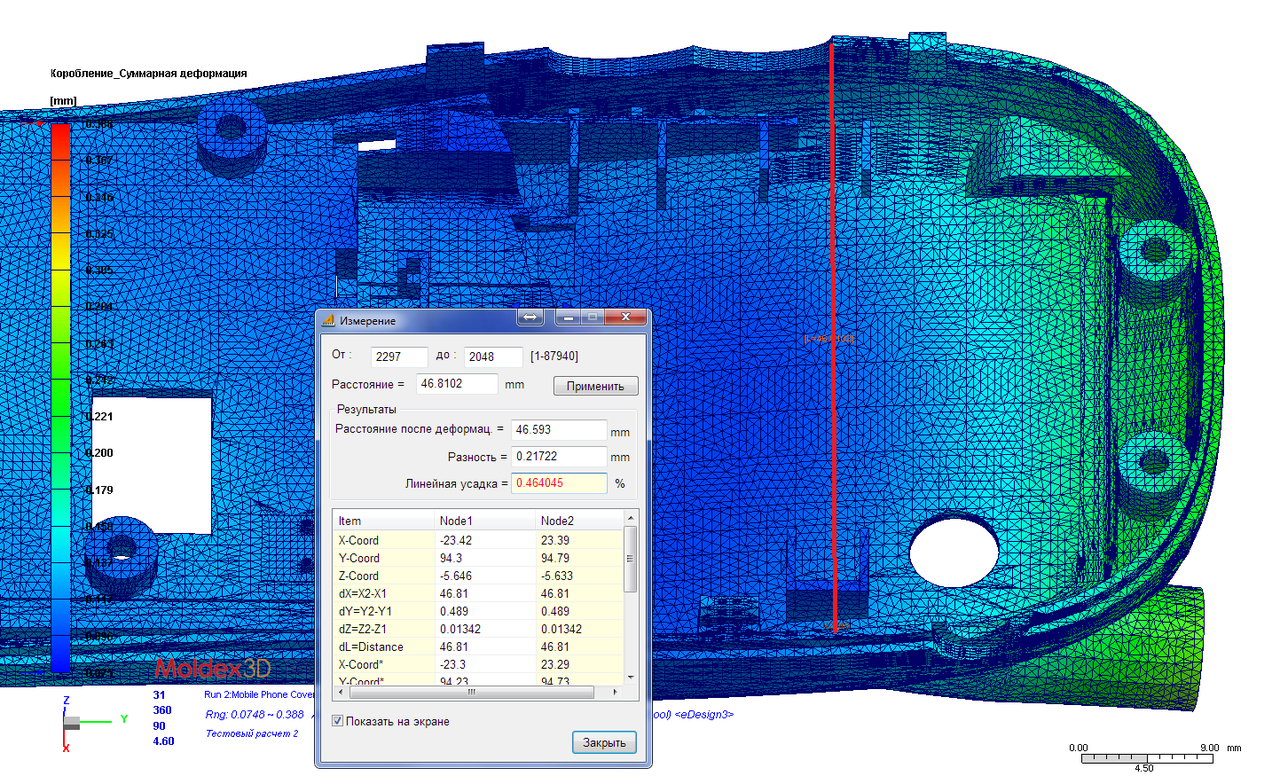
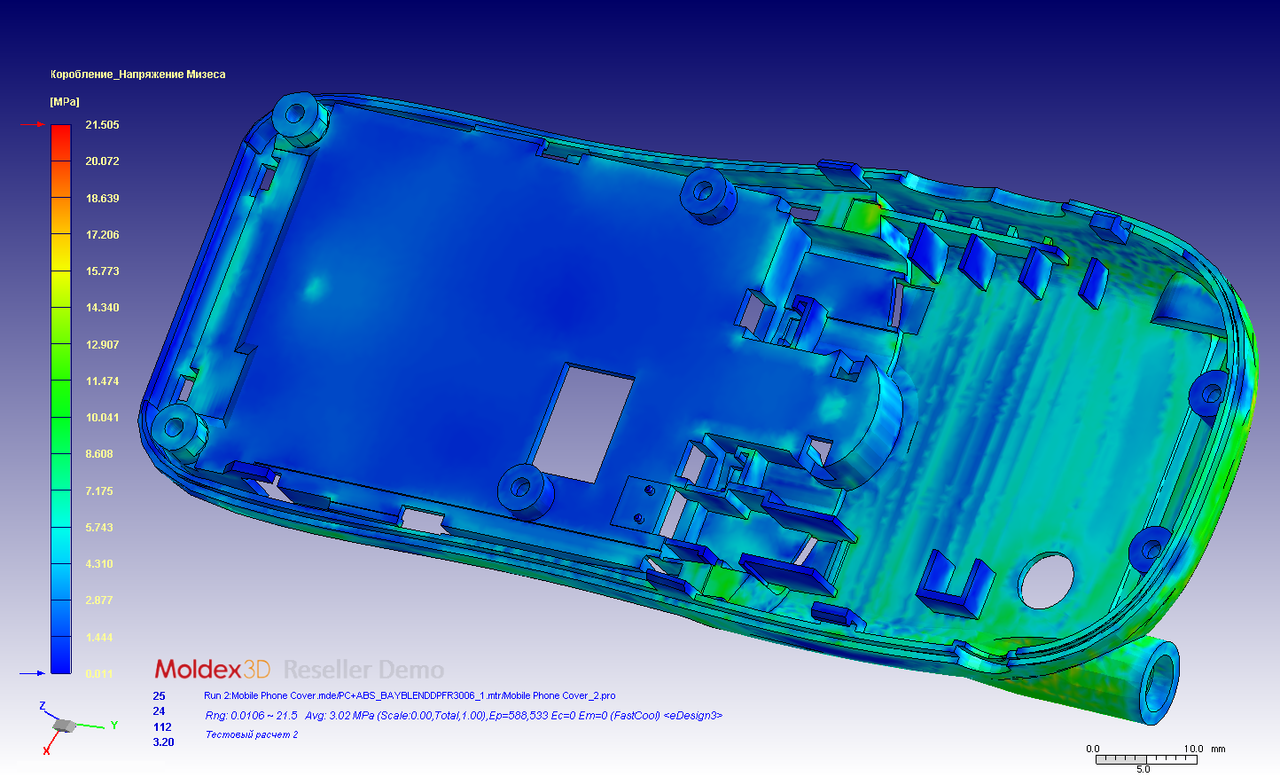
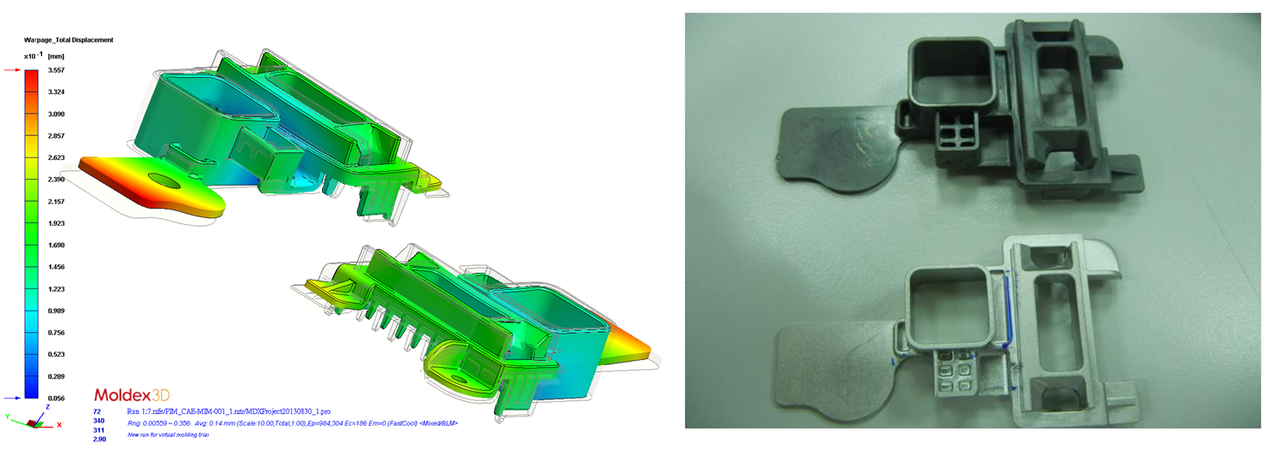
В модуле Warp выполняется 3D-расчет технологической усадки, коробления и остаточных напряжений в литьевых деталях после их извлечения из литьевой формы.
При моделировании напряженно-деформированного состояния литьевой детали учитываются термические и ориентационные напряжения, деформации (технологическая усадка и коробление), процессы релаксации напряжений, которые происходят в отливке, пока она находится в закрытой форме, а также эластическое восстановление после извлечения отливки из формы.
Расчет может выполняться с учетом последовательного изменения тепловых условий и механических ограничений в процессе раскрытия литьевой формы и ее выталкивания, что повышает точность прогнозирования технологической усадки, коробления и остаточных напряжений.
Результаты расчета для отливки после ее извлечения из литьевой формы включают:
- значения технологической усадки для выбранных размеров;
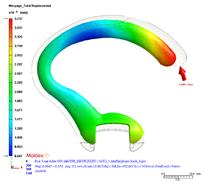
- распределение деформаций отливки (суммарных перемещений для поверхности, вызванных технологической усадкой и короблением, а также перемещений в направлении координатных осей);
- распределение термических остаточных напряжений (интенсивность по Мизесу, главные напряжения и напряжения сдвига);
- распределение ориентационных остаточных напряжений (интенсивность по Мизесу, главные напряжения, максимальные главные напряжения, напряжения сдвига);
- распределение времени релаксации для ориентационных остаточных напряжений;
- неплоскостность и нецилиндричность;
- зависимости остаточных напряжений и прочих характеристик от координаты в направлении толщины.
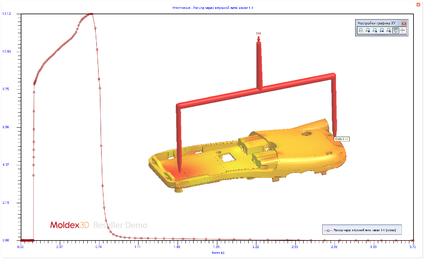
Для выявления характера коробления можно получить диаграммы расчета деформаций с заданным коэффициентом масштабирования с учетом изотропной или анизотропной технологической усадки, в том числе с использованием анимации.
Для оценки отклонений формы детали, например, с требованиями к радиальному биению, выбранный контур для заданного поперечного или другого сечения детали можно экспортировать в программу MS Excel.
Экспорт деформированной геометрии детали в формате STL позволяет использовать результаты расчета коробления в «компенсационной» методике, когда формообразующие детали литьевой формы изготавливают с заданным отклонением формы оформляющей полости, чтобы при известном короблении получить деталь с требуемой геометрией.
При анализе причин коробления можно оценить вклад составляющих коробления, вызванных неравномерным уплотнением, неравномерным охлаждением и неравномерной макромолекулярной ориентацией.
Для кристаллизующихся термопластов можно учесть влияние кристаллизации (в том числе ориентационной) на напряженно-деформированное состояние отливки, включая технологическую усадку, коробление и остаточные напряжения. Расчет кинетики кристаллизации полимера проводится на основе модифицированной модели Накамуры.
Для учета влияния ориентации жестких волокнистых наполнителей на усадочные процессы необходимо использовать модуль Fiber.
- Cool
-
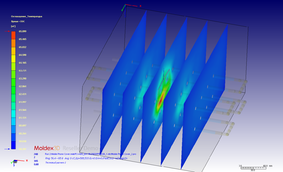
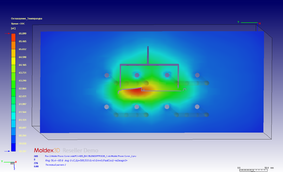
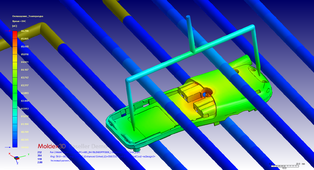
Модуль Cool используется для стационарного или нестационарного теплового 3D-расчета литьевой формы с заданной конструкцией системы нагрева-охлаждения, а также для расчета предварительного нагрева литьевой формы.
При стационарном расчете процесс теплопереноса моделируется для средних значений температуры точек формы в литьевом цикле.
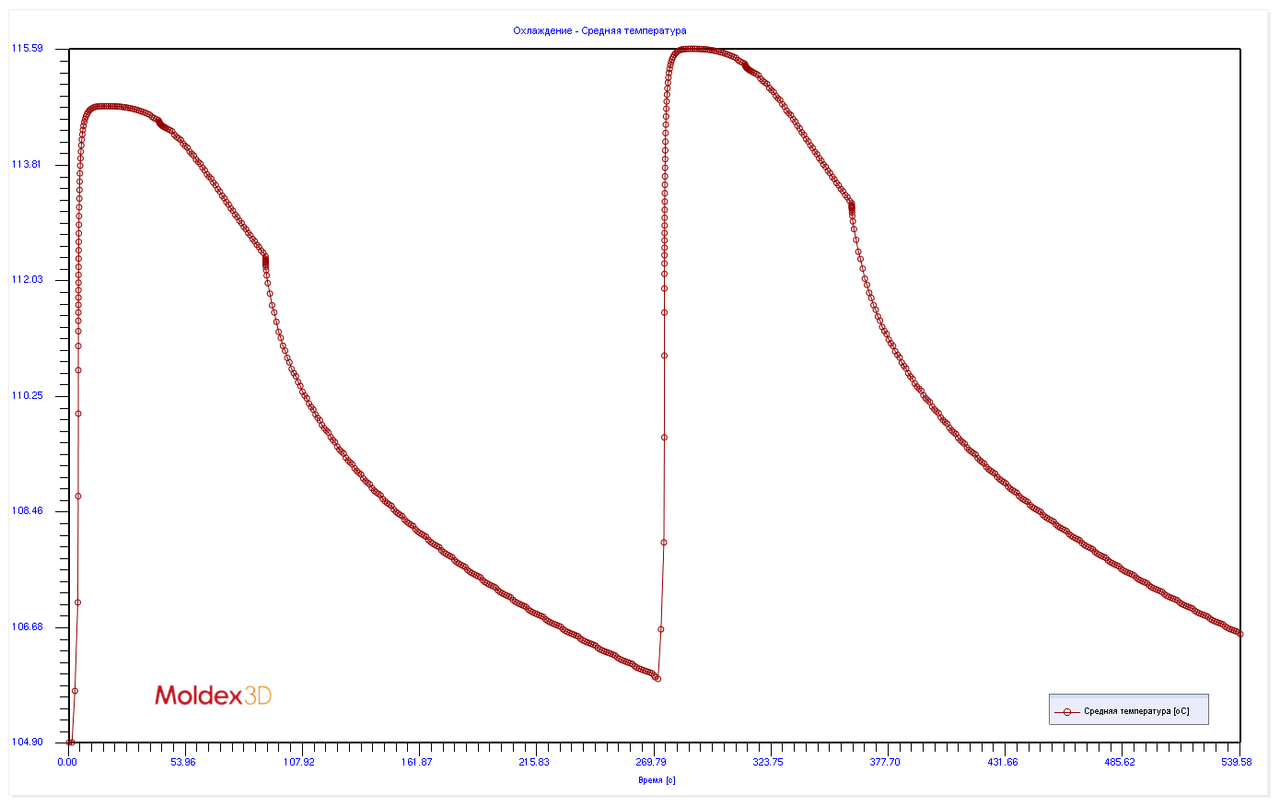
Нестационарный расчет позволяет учесть изменение распределения температуры в литьевой форме в течение цикла литья.
Подготовка модели литьевой формы для теплового расчета осуществляется в модуле Studio для блока формы заданного размера или плит формы с учетом всех элементов конструкции формы, влияющих на теплоперенос.
Технологический режим охлаждения, задаваемый с помощью Мастера технологического режима, включает условия для контуров охлаждения (температуру и расход хладагента), метод и параметры регулирования температуры нагревателей, а также время нахождения литьевой формы в раскрытом состоянии. Расчет может выполняться для заданного времени выдержки на охлаждение или с автоматическим определением продолжительности стадии выдержки на охлаждение.
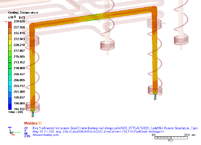
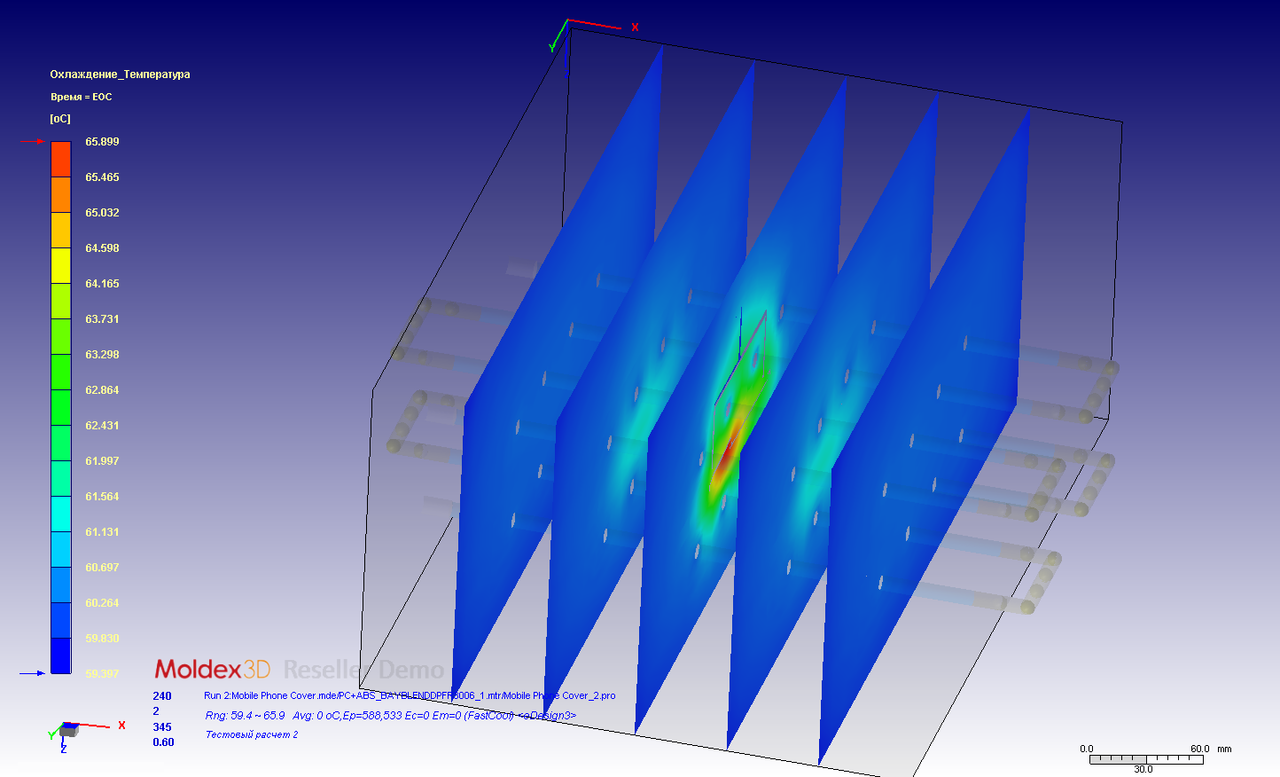
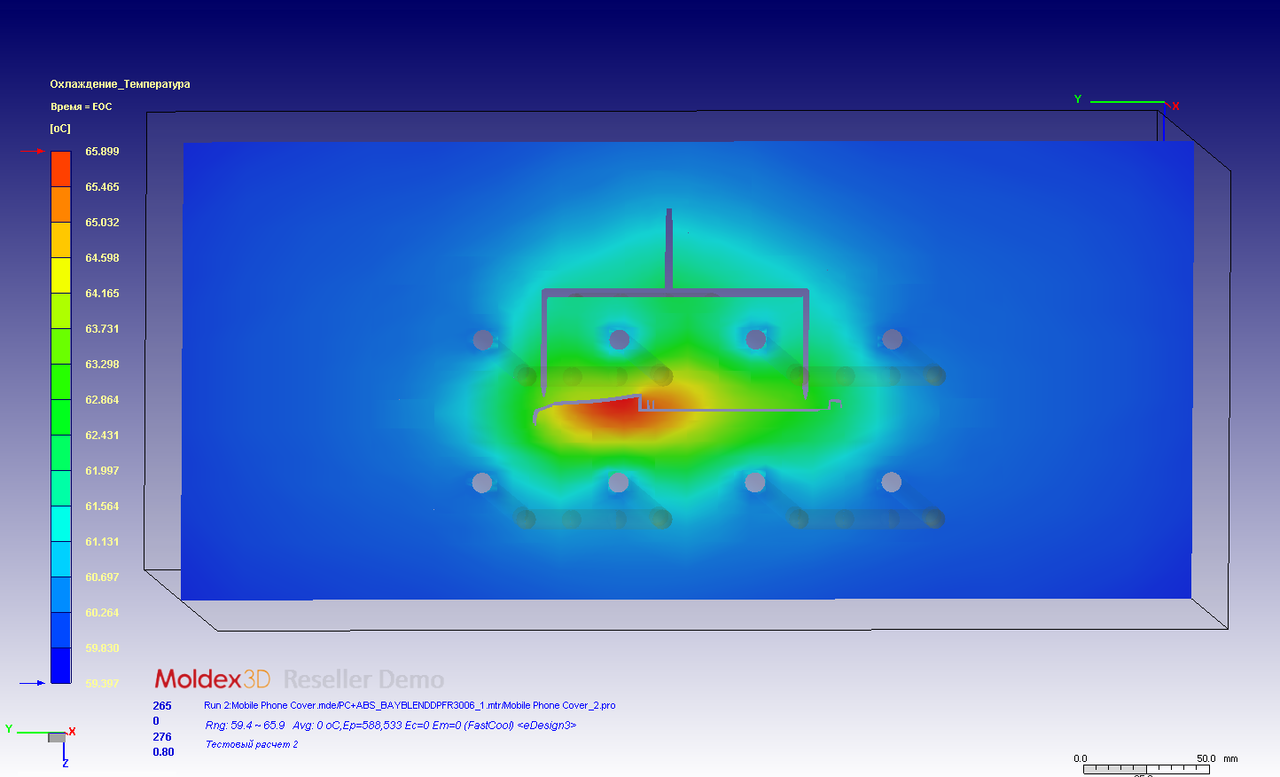
Модуль Cool позволяет получить три вида графических результатов расчета: для литьевой формы, для контуров охлаждения и для отливки.
Для литьевой формы можно получить распределения температуры на модели блока формы или плит формы и вставок формы для заданного сечения.
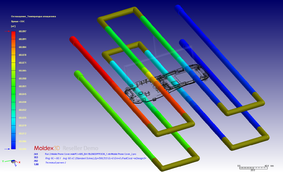
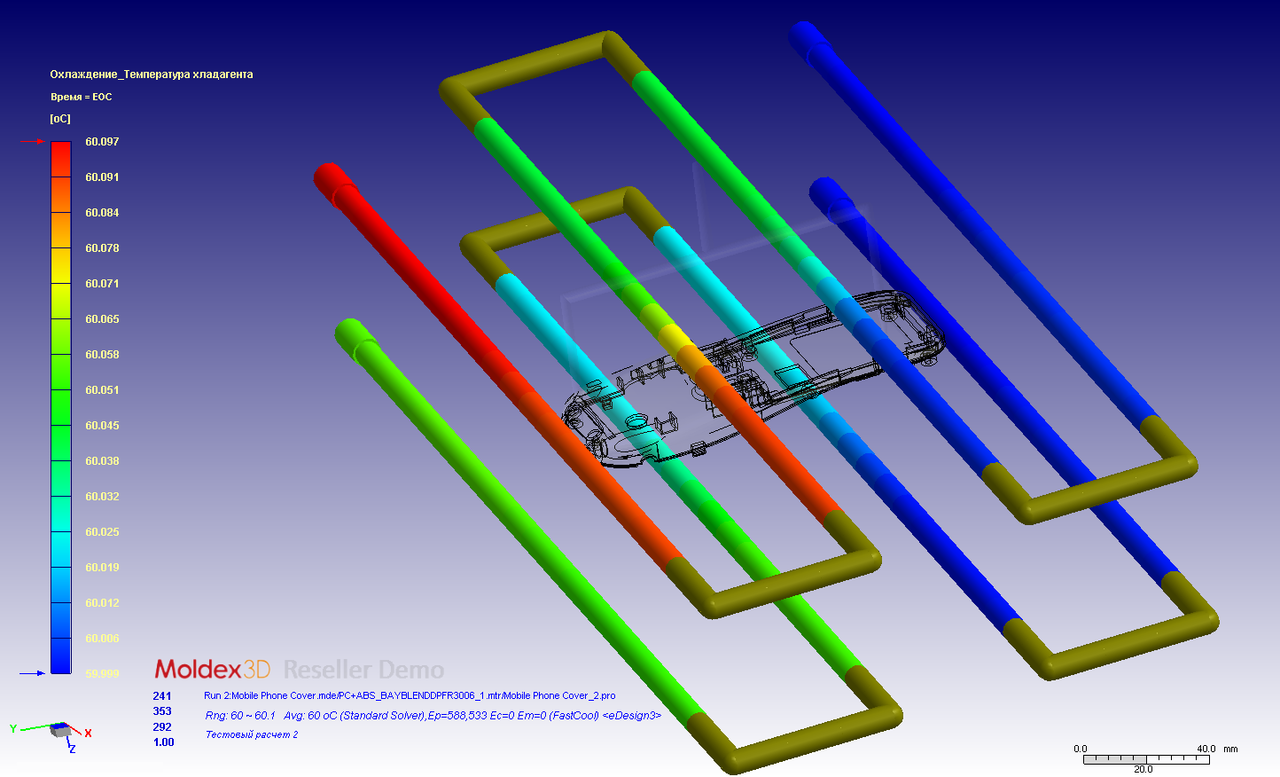
Результаты для контуров охлаждения включают:
- эффективность охлаждения;
- распределение температуры хладагента с учетом его разогрева при течении в охлаждающих контурах;
- распределение числа Рейнольдса с учетом влияния повышения температуры хладагента в контурах на динамическую вязкость хладагента (при заданном расходе);
- распределение давления хладагента в охлаждающих контурах (при заданном расходе).
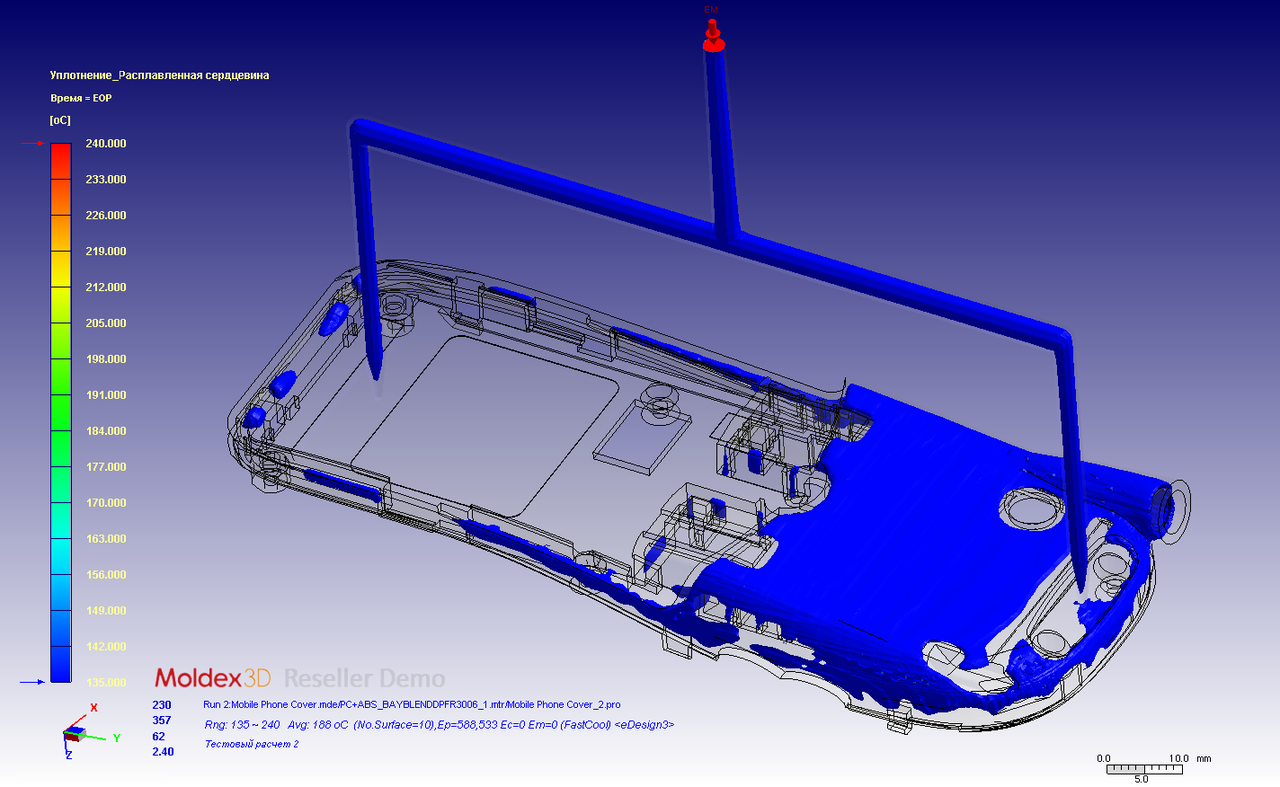
Среди результатов для отливки:
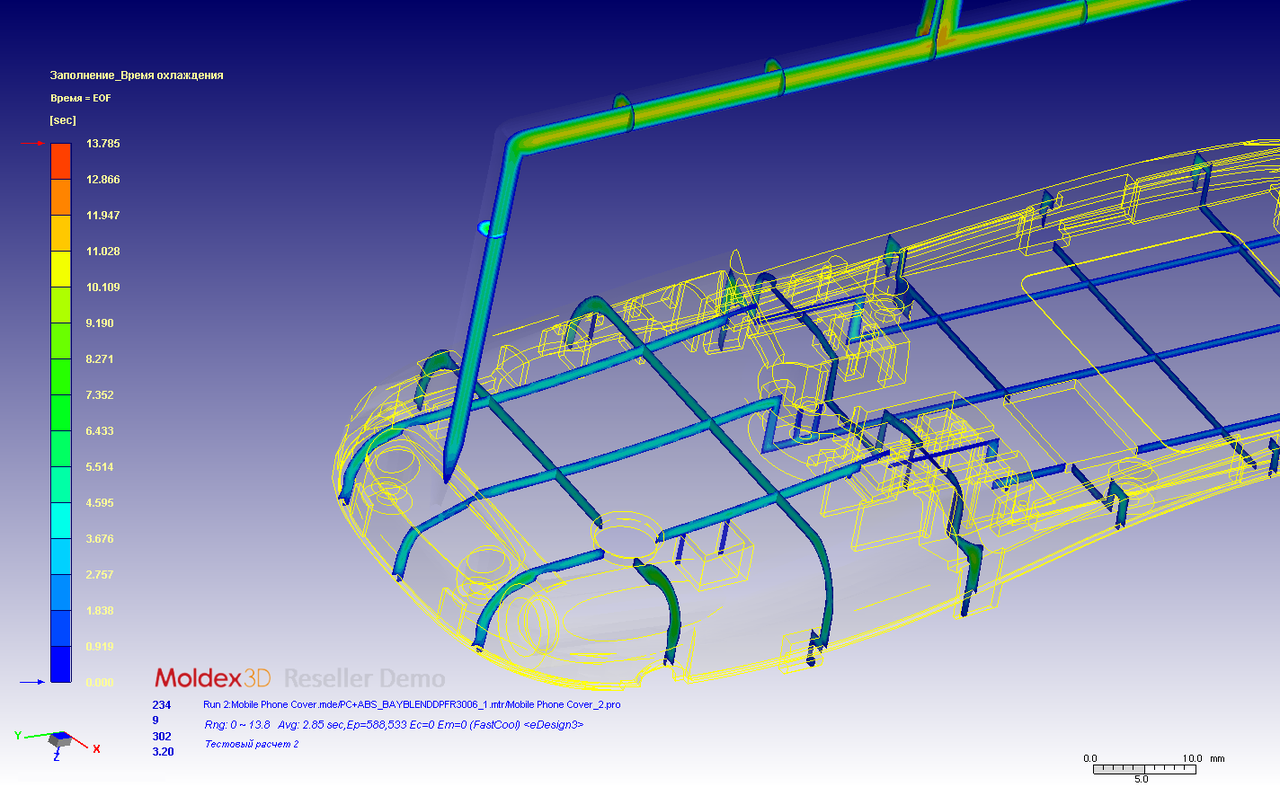
- время, необходимое для охлаждения отливки;
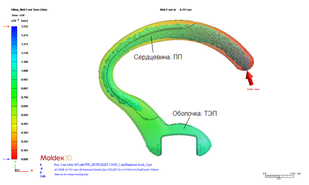
- распределение расплавленной сердцевины (при ее наличии);
- распределение относительной толщины застывших пристенных слоев полимерного материала;
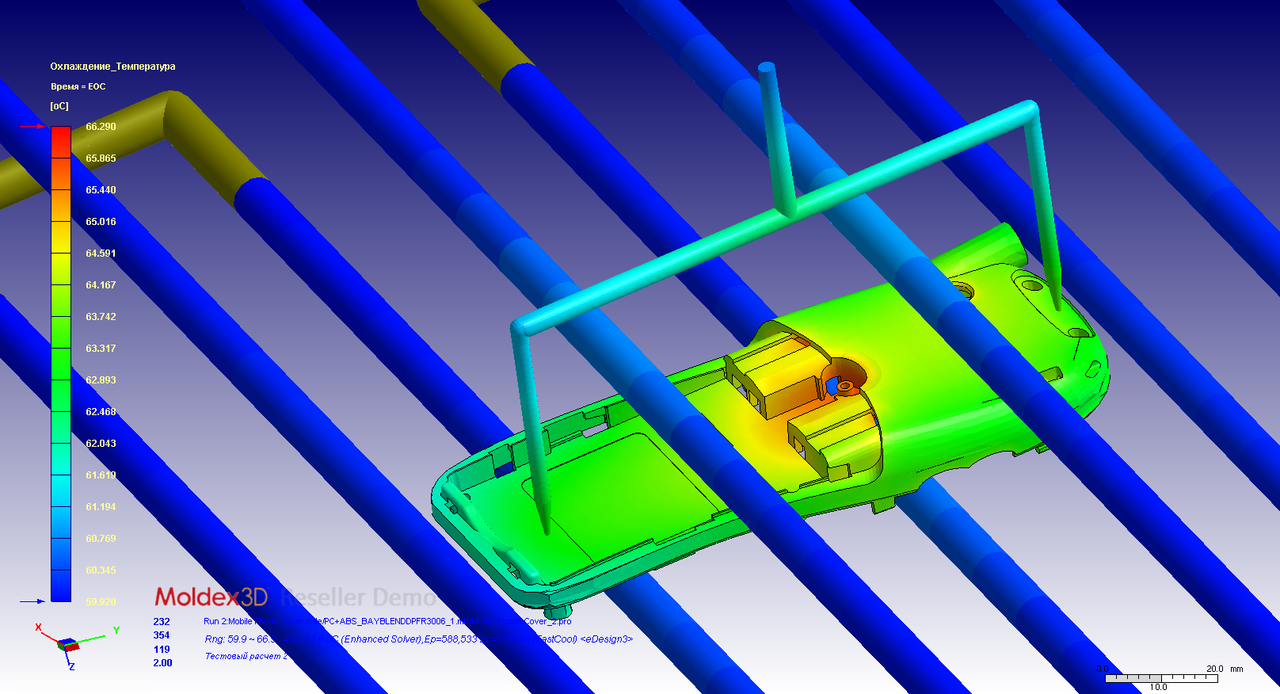
- распределение температуры отливки перед ее выталкиванием;
- распределение максимальной (в направлении толщины) температуры отливки перед ее выталкиванием;
- распределение среднеобъемной температуры отливки перед ее выталкиванием;
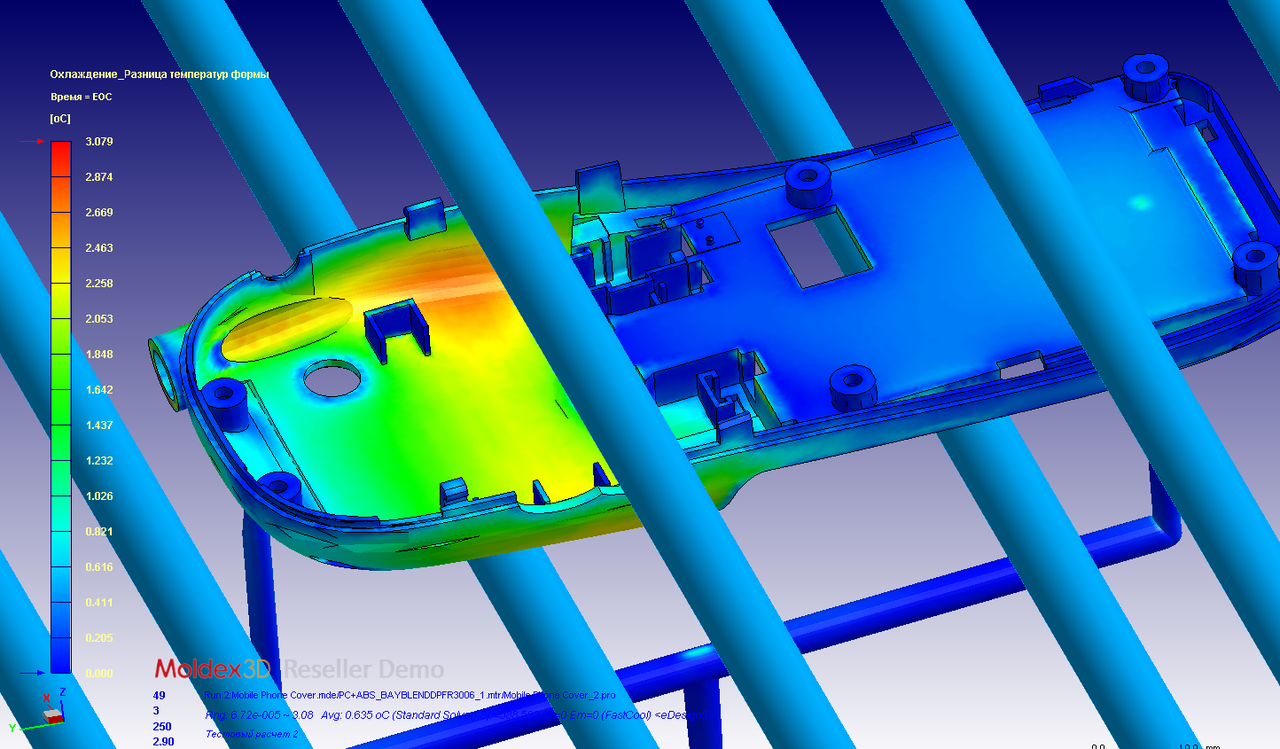
- распределение разницы температур оформляющей полости со стороны пуансона и матрицы.
Расчет в модуле Cool позволяет учесть влияние конструкции детали и литьевой формы, а также технологического режима нагрева-охлаждения формы на процесс литья, выявить и устранить причины неэффективного или неравномерного охлаждения детали, оптимизировать технологический режим нагрева-охлаждения литьевой формы для получения качественных деталей и сокращения литьевого цикла. Одной из задач расчета, решаемых с помощью модуля Cool, является определение требований к характеристикам термостата литьевой формы.
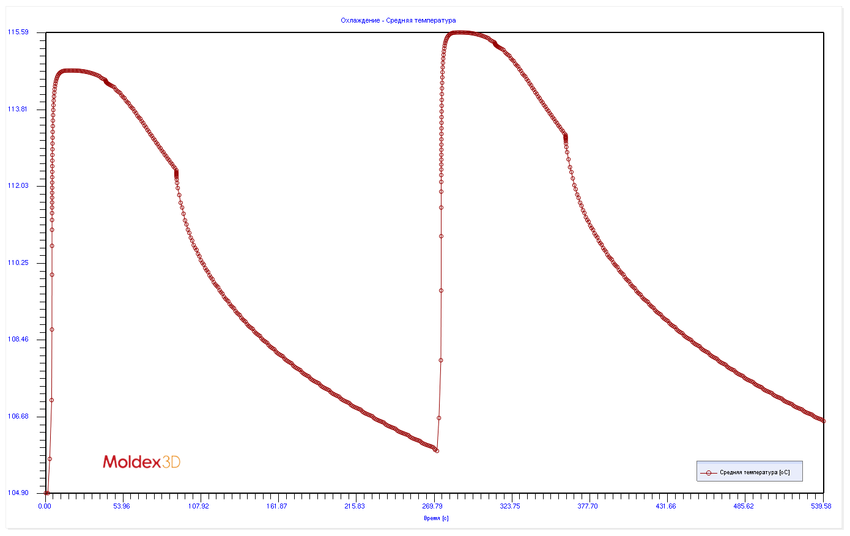
В дополнение к результатам стационарного расчета нестационарный расчет позволяет получить график изменения температуры формы от времени в нескольких последовательных циклах литья (используется для оценки эффективности нагрева-охлаждения и стабильности технологического процесса).
Интегрированная методика расчета предполагает полную синхронизацию данных о неравномерности нагрева-охлаждения литьевой формы, ее влияние на течение, уплотнение и охлаждение полимерного материала и напряженно-деформированное состояние отливки, что позволяет повысить точность расчета по сравнению с традиционной методологией последовательного расчета.
Этот модуль позволяет также выполнить расчет процесса литья под давлением с вариотермическим термостатированием, при котором стадии заполнения формы и уплотнения отливки проводятся при более высокой температуре формы, чем стадия выдержки на охлаждение, что позволяет получить детали с улучшенным внешним видом (с повышенным блеском, отсутствием следов спаев и пр.).
Дополнительные модули для Moldex3D eDesign
В дополнение к базовому комплекту Moldex3D eDesign предлагается ряд модулей, расширяющих возможности 3D-расчета и подготовки моделей: Fiber, Enhanced Fiber, MECHANICS, Expert, Machine Response, Stress, Viscoelasticity, 3D Coolant CFD, AHR, Foam Injection Molding, PIM и CCD.
- Fiber
-
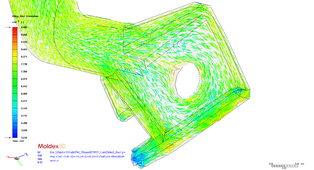
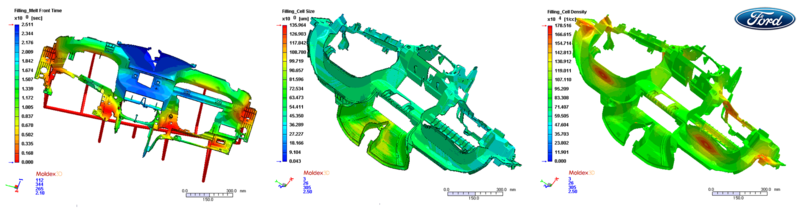
В модуле Fiber моделируются процессы разрушения, неравномерной концентрации и ориентации жестких волокнистых наполнителей, в том числе стеклянного или углеродного волокна, оказывающие очень большое влияние на внешний вид, механические свойства, усадку и коробление литьевых деталей.
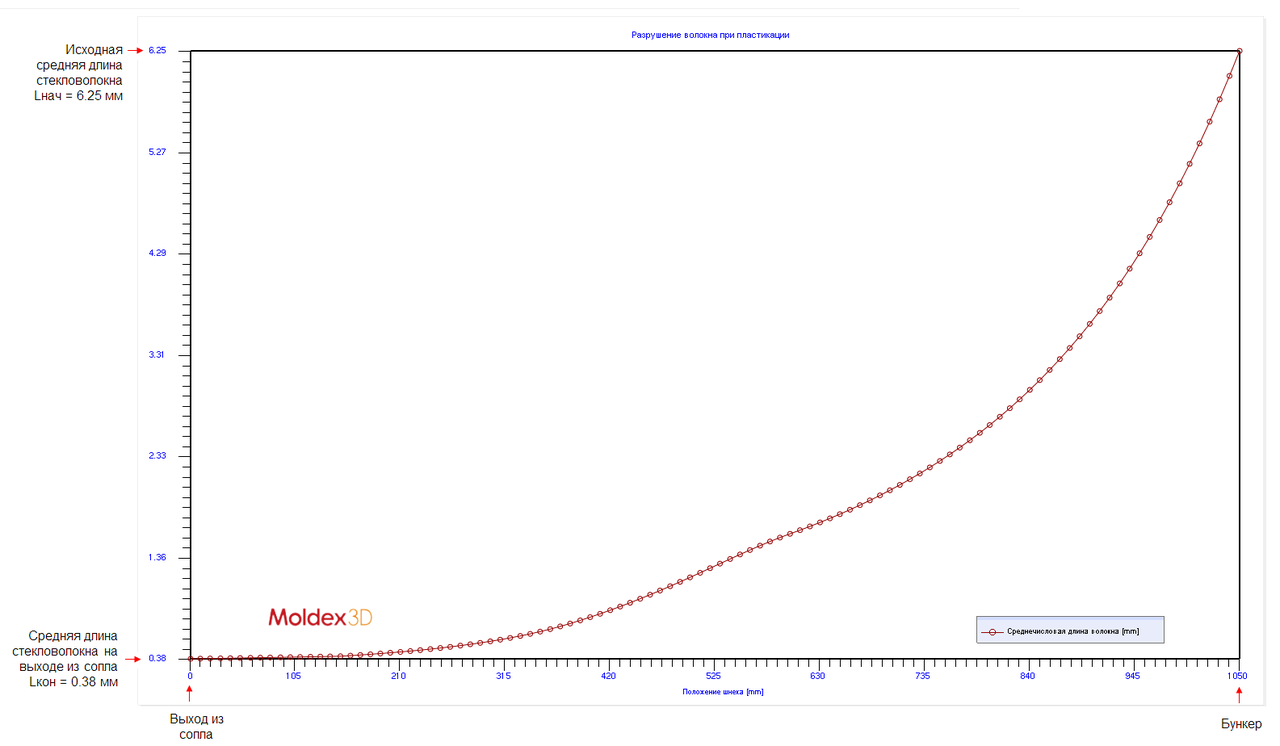
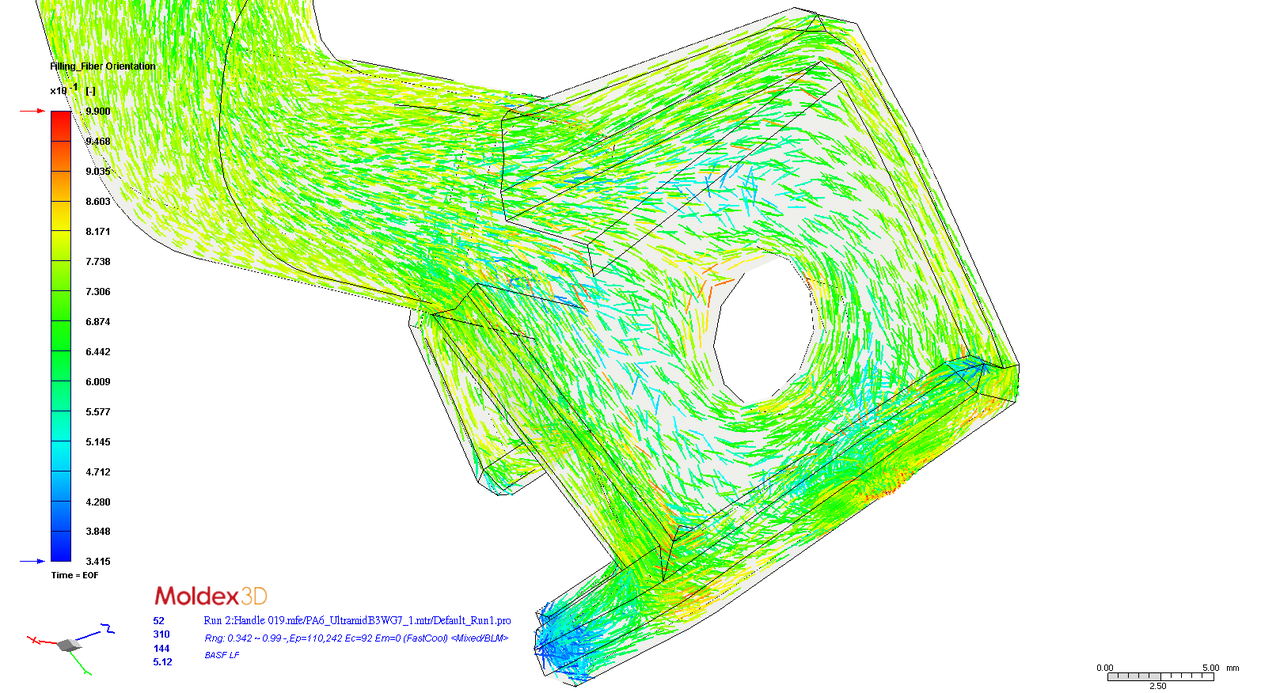
Модуль Fiber позволяет смоделировать разрушение длинного и короткого волокна в материальном цилиндре литьевой машины при пластикации, в каналах литниковой системы и оформляющей полости литьевой формы, а также ориентацию длинного и короткого волокна на стадии заполнения под действием 3D-течения расплава полимерного материала в оформляющей полости.
При расчете разрушения волокна на стадии пластикации (загрузки) учитываются геометрические параметры шнека литьевой машины и технологический режим пластикации.
В результате расчета получают зависимость длины волокна от координаты вдоль шнека, в том числе длина волокна на выходе из сопла литьевой машины.
Результаты расчета для стадии заполнения включают:
- распределение длины волокнистого наполнителя;
- распределение концентрации наполнителя;
- распределение степени ориентации волокна.
Модуль Fiber также дает возможность моделирования при литье под давлением неравномерной концентрации дисперсных наполнителей (минеральных и пр.), а также ориентации наполнителей и пигментов с частицами в форме чешуек или пластинок (слюды, алюминия и др.). Неравномерная ориентация последних является причиной ухудшения внешнего вида спаев в литьевых деталях.
- Enhanced Fiber
Модуль Enhanced Fiber позволяет учесть влияние ориентации волокнистого наполнителя на вязкость расплава в зависимости от направления течения с использованием моделей анизотропной вязкости (Фавароло-Пайпса и др.). Еще одна возможность этого модуля: расчет ориентации плоского волокна — новой разновидности стеклянных наполнителей, снижающей негативное влияние неравномерной ориентации частиц волокна на коробление литьевой детали и колебание технологической усадки.
- MECHANICS
Модуль MECHANICS расширяет возможности расчета коробления литьевых деталей. Он позволяет провести анализ устойчивости и прогнозирование продольного изгиба отливки.
- Expert
-
Модуль Expert предназначен для решения задач оптимизации конструкции и технологического режима, в том числе с использованием метода планирования эксперимента (DOE):
оптимизации мест впуска; оптимизации конструкции литьевой детали (толщин стенок, расположения ребер и пр.); оптимизации конструкции литниковой системы, системы нагрева-охлаждения литьевой формы и пр.; оптимизации профилей скорости впрыска и давления выдержки с учетом особенностей литьевой машины.
- Machine Response
Модуль Machine Response применяется для учета времени отклика литьевой машины при задании технологического процесса литья: профилей скорости впрыска и давления выдержки. Значение времени отклика особенного велико при малых циклах литья, характерных для тонкостенных деталей.
- Stress
Модуль Stress для Moldex3D eDesign позволяет выполнить 3D-расчеты технологического процесса термообработки на воздухе или в жидкой среде (для одного или нескольких циклов термообработки) литьевой детали (требуется модуль Viscoelasticity), напряженно-деформированного состояния отлитой детали в целях прогнозирования ее поведения при эксплуатации (в условиях кратковременного нагружения) без учета или с учетом остаточных напряжений.
- Viscoelasticity (VE)
-
Модуль Viscoelasticity дает возможность учесть влияние вязкоупругости расплава на процесс заполнения, а также вязкоупругости твердого полимерного материала на формирование напряженного состояния детали в форме и после извлечения из формы (важно при расчете технологической усадки, коробления, остаточных напряжений, термообработки и в других случаях).
Для расплава могут использоваться разные модели вязкоупругого поведения: модель Уайта-Метцнера, Фан-Тьен Таннера (PTT), Гиезекуса, Олдройда-В, K-BKZ и др. Для твердого тела применяется обобщенная модель Максвелла.
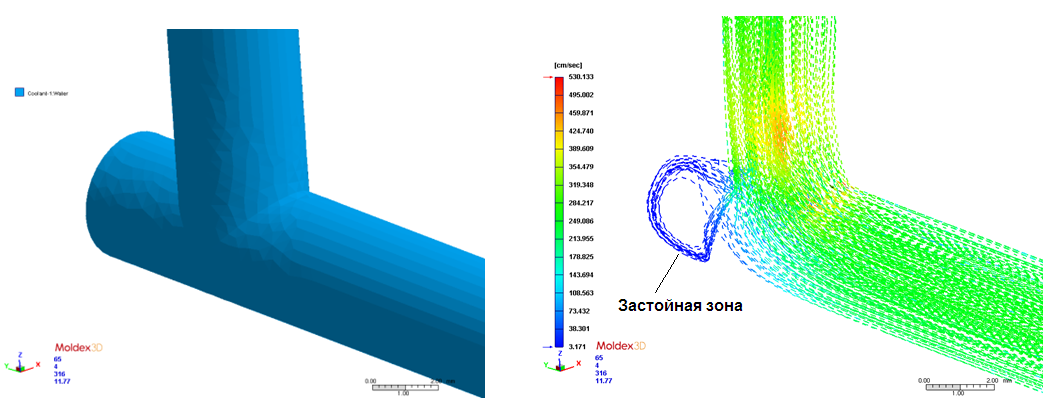
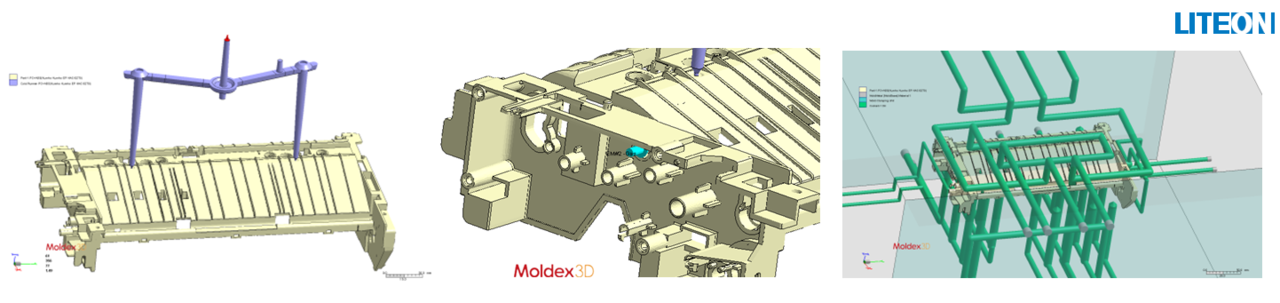
- 3D Coolant CFD
-
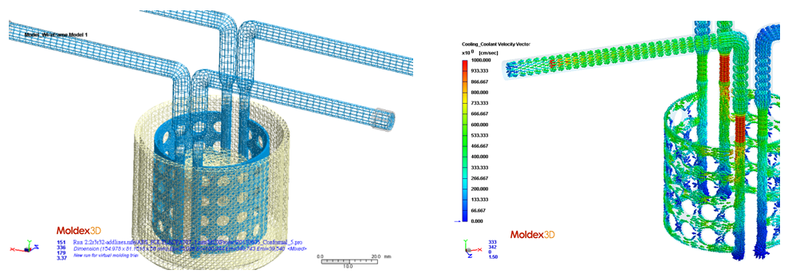
В модуле 3D Coolant CFD выполняется расчет нагрева-охлаждения литьевой формы с моделированием 3D-течения хладагента в каналах произвольной геометрии, в том числе при «конформном» охлаждении формы. Такой расчет позволяет оценить эффективность охлаждающих каналов нетрадиционной или сложной геометрии (в том числе при «конформном» охлаждении), выявить участки каналов с пониженной эффективностью и застойные зоны, что расширяет возможности конструктора литьевой формы.
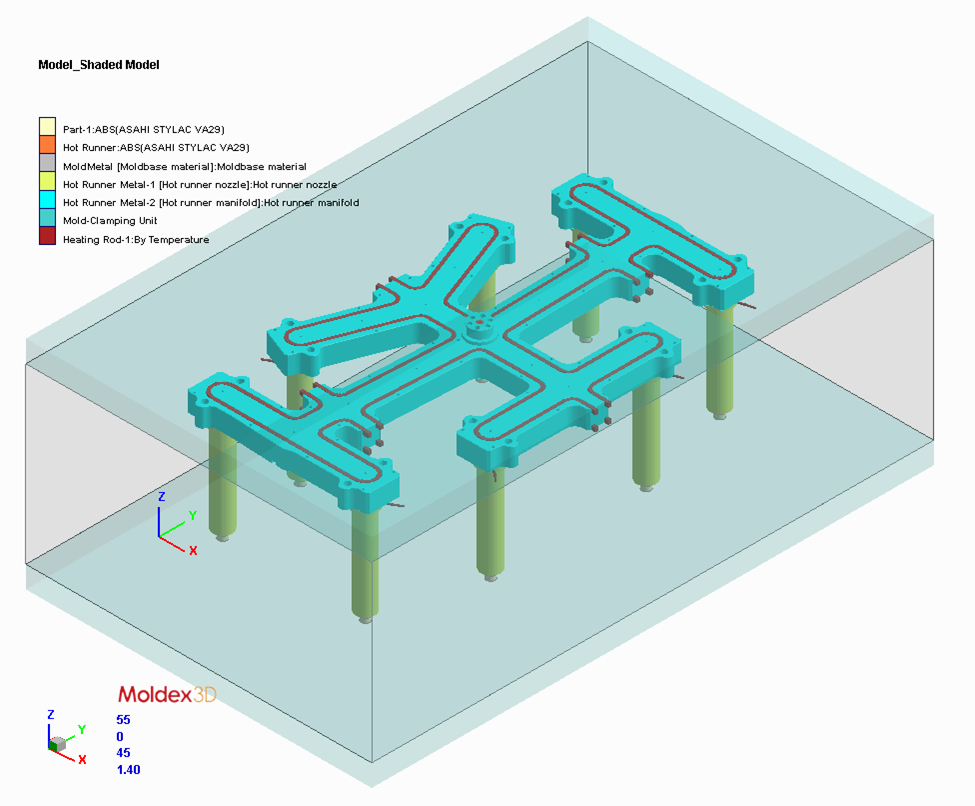
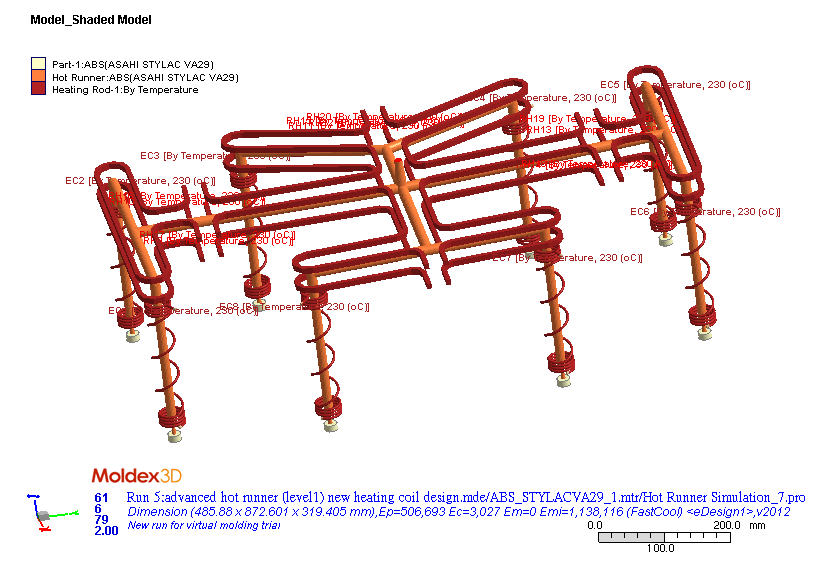
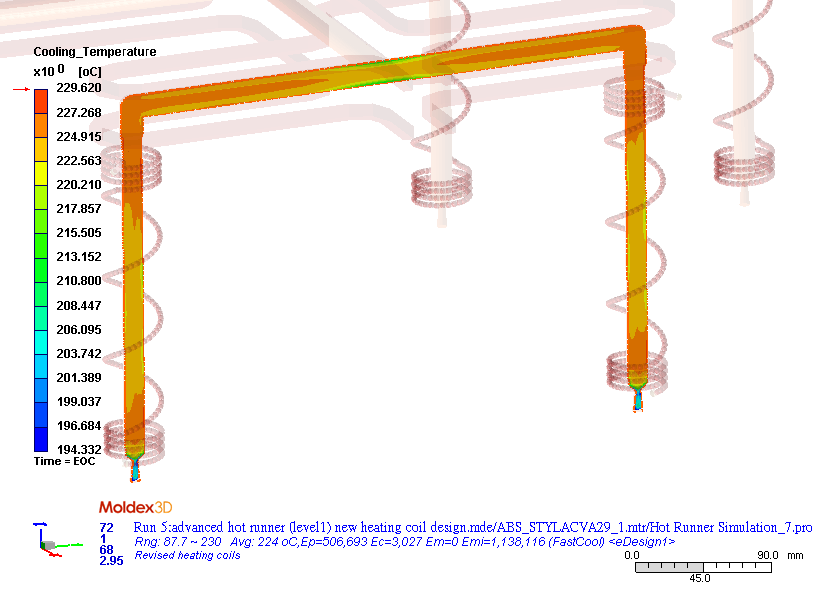
- AHR
-
Модуль AHR (Advanced Hot Runner) предназначен для 3D-расчета процессов теплопереноса в соплах и распределителях горячеканальной литниковой системы литьевой формы с учетом конструкции и мощности нагревателей, расположения датчиков температуры, наличия зазоров, метода регулирования температуры и прочих влияющих факторов.
Расчет в модуле AHR позволяет оценить влияние конструкции горячеканальной системы на неравномерность нагрева расплава полимерного материала в литниковых каналах, предотвратить его перегрев, а также повысить эффективность регулирования температуры в зоне впрыска.

- Foam Injection Molding
-
С помощью модуля Foam Injection Molding можно сделать расчет литья под давлением с физическим микровспениванием по технологии MuCell компании Trexel, а также литья под давлением с химическим вспениванием. В последнем варианте может применяться вспенивающая добавка (порофор) экзотермического или эндотермического типа. Технология литья со вспениванием позволяет получить литьевые детали (в том числе с большой толщиной стенок) с пористой внутренней структурой для снижения веса и предотвращения утяжин.
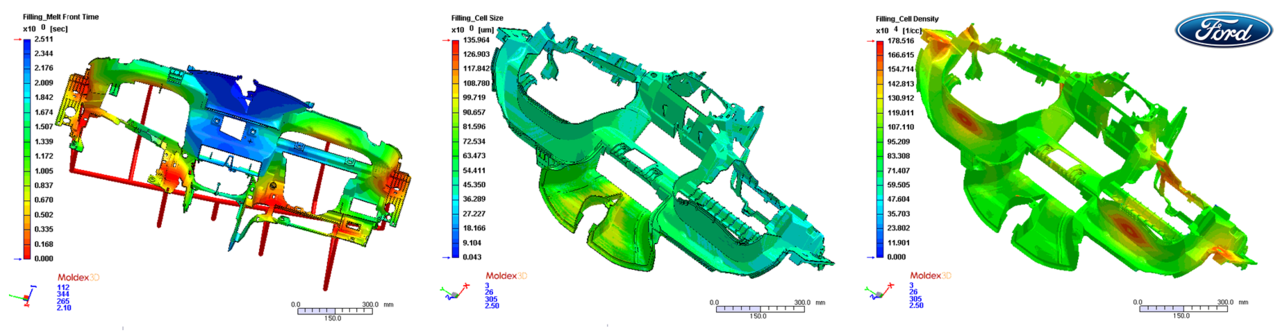
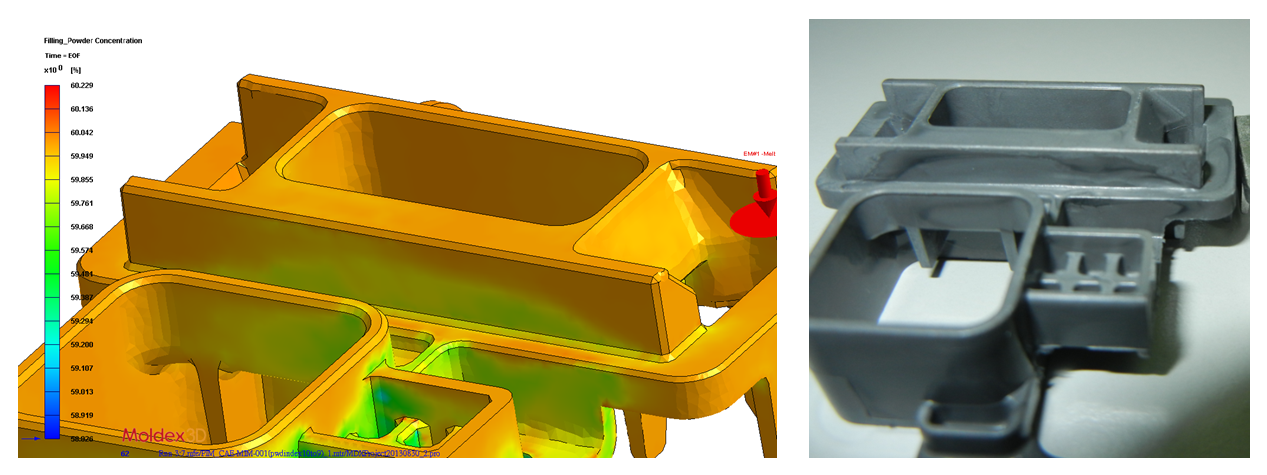
- PIM
-
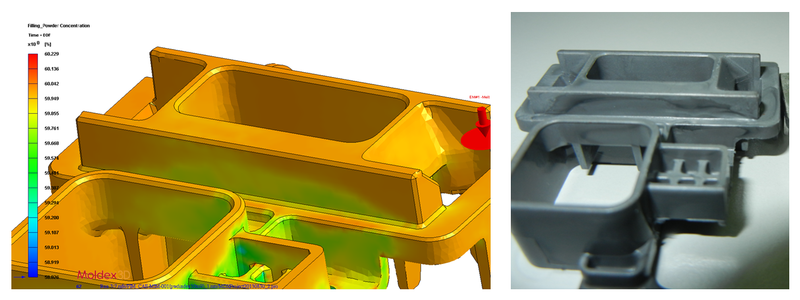
Модуль PIM (Powder Injection Molding) применяется для расчетов процессов литья под давлением в MIM-технологии (Metal Injection Molding) и инжекционном формовании керамики (Ceramic Injection Molding). В качестве сырья используются соответственно композиции металлических или керамических порошков с полимерным или органическим связующим (фидстоки). Моделирование проводится с учетом явления миграции металлических или керамических частиц при заполнении формы, а также кажущегося скольжения формовочной массы относительно стенки формы.
С помощью модуля PIM можно спрогнозировать и предотвратить появление дефектов зеленых отливок путем изменения конструкции или технологического режима формования.
CCD Модуль CCD (Cooling Channel Designer) автоматически создает модель системы «конформных» охлаждающих каналов, располагающихся на заданном расстоянии (эквидистантно) от сложных оформляющих поверхностей литьевой формы, в том числе для заданных проекций каналов.
- Moldex3D Professional
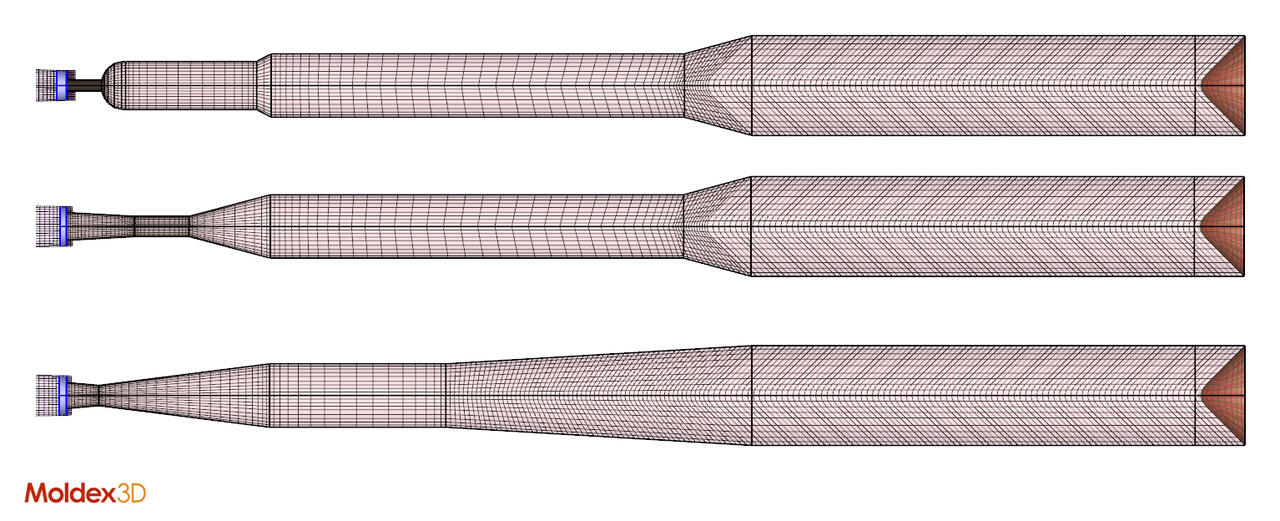
Ряд Moldex3D Professional позволяет выполнять расчеты по методу eDesign (для автоматически построенной 3D-сетки) или по методу BLM (с использованием комбинированных BLM-сеток, содержащих граничные слои призматических элементов), что позволяет повысить точность расчетов при уменьшении их длительности.
Базовый комплект Moldex3D Professional
Базовый комплект Moldex3D Professional включает модули Studio Advanced, Flow, Pack, Warp, Cool, 3D Coolant CFD и 8xPP. Основные функциональные возможности этих модулей (кроме Studio Advanced) рассмотрены выше. О модуле PP см. ниже в разделе «Параллельные вычисления».
- Studio Advanced
-
Пре-/постпроцессор Studio Advanced ленточного типа предназначен для создания геометрической модели литниковой системы и др. элементов литьевой формы, участвующих в расчетах, геометрической модели сопла и предсопловой области литьевой машины, BLM-сетки, задания материалов и условий расчета по методу BLM, управления расчетами, вывода результатов и подготовки отчета. Studio Advanced отличается от Studio присутствием дополнительных панелей и кнопок.
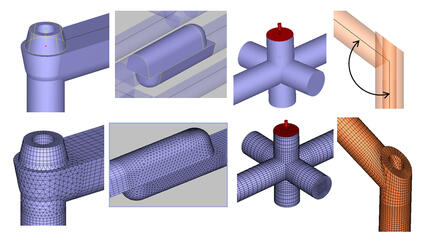
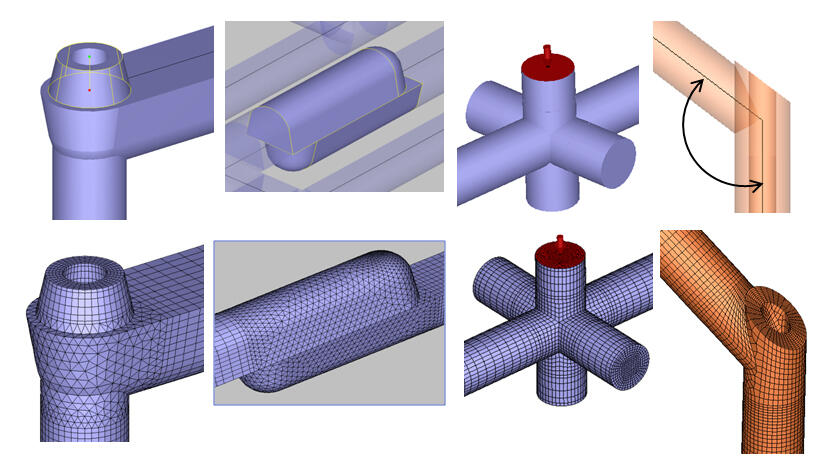
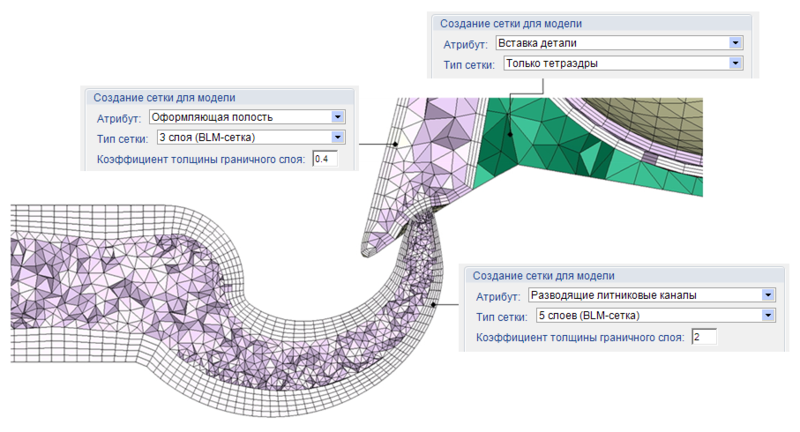
BLM-сетка содержит заданное количество граничных слоев из призматических элементов и внутренние слои из тетраэдрических элементов. Такие сетки более чувствительны к физическим явлениям, происходящим при литье термопластов под давлением (образование застывших пристенных слоев, диссипативное тепловыделение при течении расплава и пр.), что позволяет повысить точность расчета при уменьшении его длительности за счет уменьшения количества элементов в модели.
Модель литьевой детали может быть импортирована в Studio Advanced в форматах STEP, STL или IGES (о других форматах см. ниже). Модель литниковой системы (холодноканальной, горячеканальной или комбинированной) с 3D-течением расплава полимерного материала можно создать автоматически или «вручную» в модуле Studio Advanced либо импортировать из CAD-систем. Густота сетки автоматически повышается в области впуска, внутренних углов, изменения вида и размеров поперечного сечения литниковых каналов, толщины детали и пр.
В дополнение к возможностям Studio (см. выше) модуль Studio Advanced обеспечивает:
- создание BLM-сеток (содержат до 11 граничных слоев призматических элементов — снаружи и тетраэдрические элементы — внутри), позволяющих повысить точность 3D-расчета при сокращении его длительности;
- широкие возможности редактирования поверхностных сеток (используются для создания 3D-сеток) в автоматическом, полуавтоматическом или «ручном» режимах;
- широкие возможности задания условий создания 3D-сеток, включая размеры элементов, относительную толщину граничных слоев и пр.
Дополнительные модули для Moldex3D Professional
В дополнение к базовому комплекту Moldex3D Professional предлагается ряд модулей, расширяющих возможности 3D-расчета и подготовки моделей: Fiber, Enhanced Fiber, MECHANICS, Expert, Machine Response, Stress, AHR, Pin Movement, Viscoelasticity, Coupled VE-Flow, Foam Injection Molding, PIM, In-Mold Decoration, Gas-Assisted Injection, Water-Assisted Injection, Co-Injection, Bi-Injection, PU Chemical Foaming и CCD.
Модули Fiber, Enhanced Fiber, MECHANICS, Expert, Machine Response, AHR, Viscoelasticity, Foam Injection Molding, PIM и CCD рассмотрены выше.
- Stress
-
Модуль Stress для ряда Moldex3D Professional имеет дополнительные возможности по сравнению с аналогичным модулем для Moldex3D eDesign: расчет деформаций знаков и пуансонов, а также напряженно-деформированного состояния формообразующих деталей литьевой формы или арматуры под действием давления расплава в оформляющей полости. При расчетах учитываются влияние растекания расплава в оформляющей полости на деформации литьевой формы и обратное влияние этих деформаций на растекание расплава (метод «Two-way FSI»).
По результатам расчета можно принять меры (например, изменяя конструкцию литьевой формы) для предотвращения дефектов (недолив, разнотолщинность и др.), вызванных деформациями деталей литьевой формы или арматуры, и снижения ресурса работы формы из-за высоких напряжений.
- Pin Movement
Модуль Pin Movement используется для моделирования движения запорного клапана (запорной иглы) в горячеканальном сопле и учета условий этого движения на процесс литья (требуется модуль AHR).
- Coupled VE-Flow
Модуль Coupled VE-Flow предназначен для интегрированного расчета вязкоупругости при заполнении оформляющей полости расплавом. Он позволяет моделировать струйное течение на входе в оформляющую полость с учетом разбухания струи расплава и продольный изгиб струи (требуется модуль Viscoelasticity).
- In-Mold Decoration
-
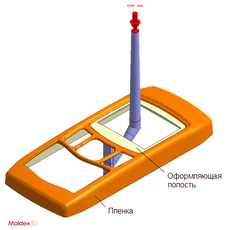
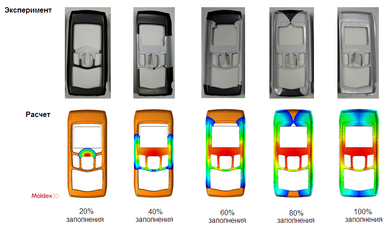
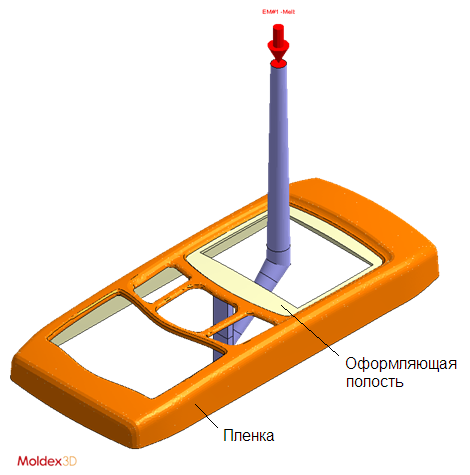
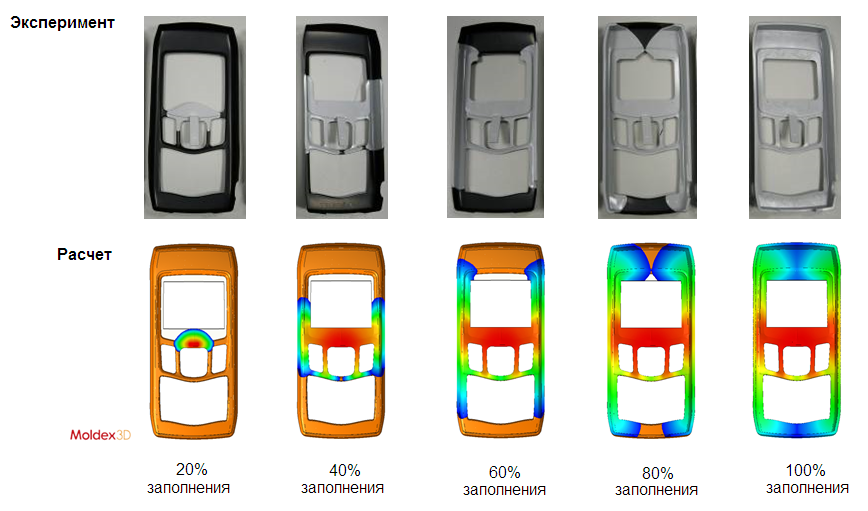
Модуль In-Mold Decoration применяется для расчета технологического процесса декорирования литьевых деталей путем литья под давлением на пленку и другие подложки. Влияние пленки на 3D-процесс заполнения, уплотнения, охлаждения и напряженно-деформированное состояние отливки можно учесть без использования «больших сеток» даже для очень тонких подложек.
При моделировании литья на пленку имеется возможность спрогнозировать и устранить проблемы этого технологического процесса (вымывание красочного слоя с пленки под действием потока расплава, коробление детали из-за неравномерного охлаждения, вызванного пленкой, и пр.) и определить технологическую усадку.
- Gas-Assisted Injection
-
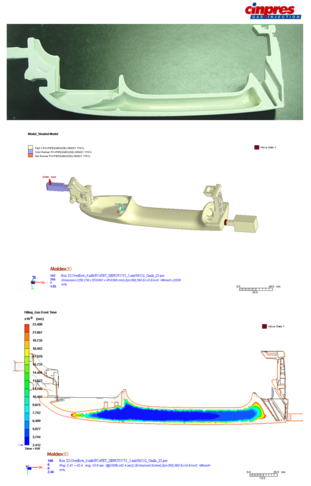
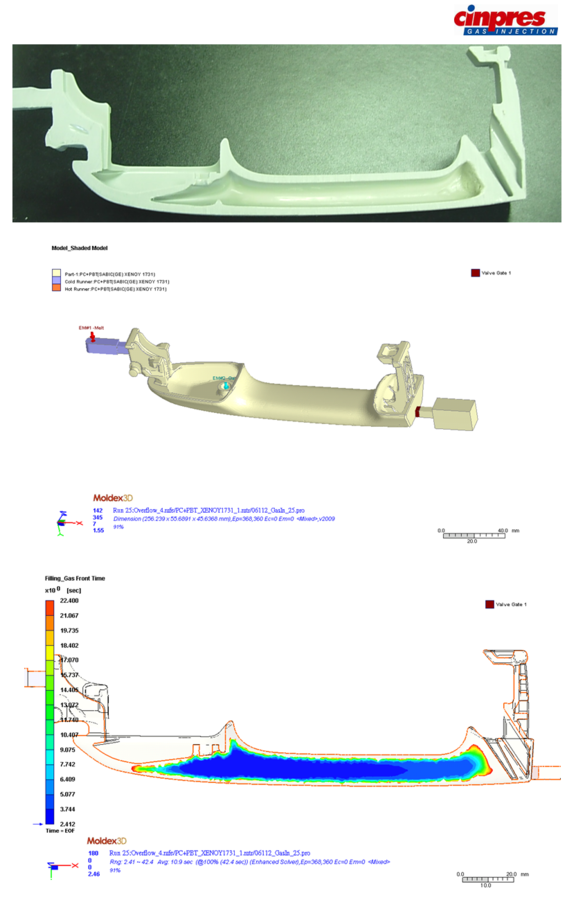
Технология литья с газом (обычно азотом) получила широкое распространение при изготовлении крупногабаритных деталей, деталей большой толщины, а также деталей с большой разнотолщинностью. Модуль Gas-Assisted Injection может применяться для расчета различных вариантов этой технологии с подачей газа в расплав полимерного материала (через литниковую систему или непосредственно в полость), включая неполный впрыск, процесс с использованием запирающейся прибыли и др.
В этом модуле моделируется заполнение оформляющей полости полимерным расплавом и формирование застывших поверхностных слоев полимерного материала, вытеснение полимерного расплава из внутренних незастывших частей газом в незаполненную часть полости или прибыль, уплотнение полимерного материала за счет давления газа. Если подача газа осуществляется в оформляющую полость, одновременно с этим может проводиться обычная подпитка с использованием материального цилиндра литьевой машины.
С помощью модуля Gas-Assisted Injection можно спрогнозировать и устранить дефекты детали и проблемы процесса (недоуплотнение, прорыв газа, попадание газа в тонкостенные участки, коробление и пр.), определить технологическую усадку, оптимизировать конструкцию литниковой системы, детали и газовых каналов (утолщений, по которым движется газ), места подачи газа, а также технологический режим впрыска, уплотнения и охлаждения полимерного материала, подачи газа с учетом особенностей газового компрессора.
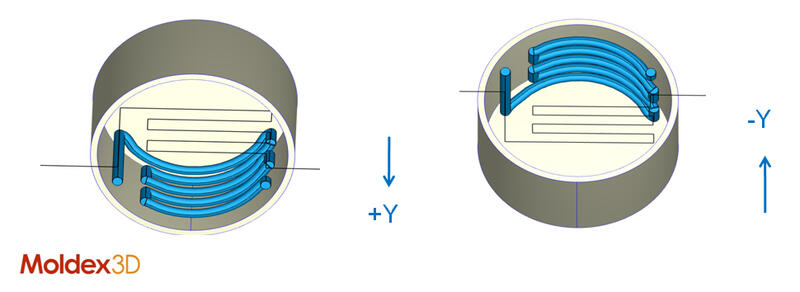
- Water-Assisted Injection
Расчет литья с водой в модуле Water-Assisted Injection позволяет смоделировать заполнение оформляющей полости полимерным расплавом с образованием застывших поверхностных слоев полимерного материала, подачу воды в полимерный расплав, движение воды в полимерном расплаве, уплотнение и охлаждение полимерного расплава.
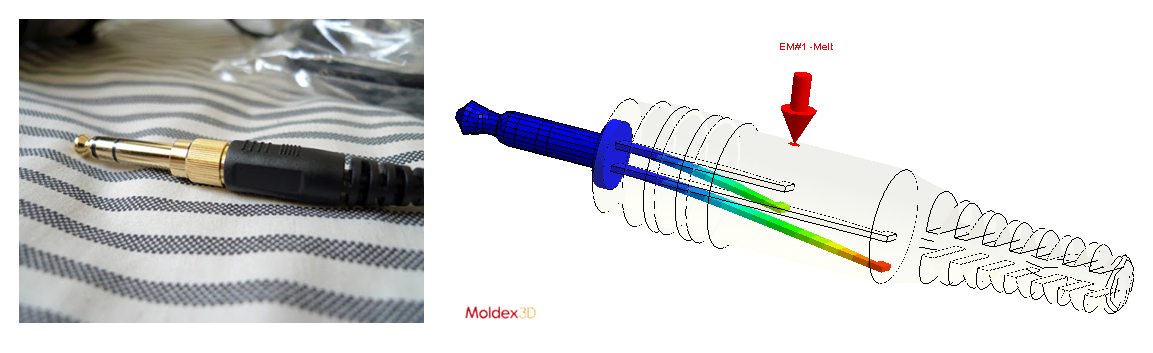
- Co-Injection
-
Модуль Co-Injection предназначен для 3D-расчетов процессов сэндвич-литья, которые применяются для получения двухкомпонентных или двухцветных деталей на литьевых машинах, оснащенными двумя инжекционными узлами. С помощью этого модуля можно спрогнозировать и устранить проблемы технологического процесса (нежелательный выход на поверхность детали компонента сердцевины, недостаточную толщину оболочки, коробление и пр.) и определить технологическую усадку.
- Bi-Injection
В модуле Bi-Injection моделируются процесс двухкомпонентного или двухцветного литья, в котором впрыск компонентов выполняется через различные места впуска одновременно в одном литьевом цикле. Модуль позволяет спрогнозировать положение границы контакта компонентов, предотвратить проникновение компонентов в нежелательные области, сделать расчет технологической усадки, коробления, остаточных напряжений и пр.
- PU Chemical Foaming
-
Модуль PU Chemical Foaming позволяет выполнить расчеты процесса химического вспенивания полиуретанов (реактопластов).

Moldex3D Advanced
Ряд Moldex3D Advanced отличатся расширенными возможностями расчета литья под давлением, специальных технологий литья и других процессов переработки термопластов, реактопластов и резин. 3D-расчеты могут выполняться с использованием методов eDesign, BLM для сеток, подготовленных соответственно с помощью модулей Studio и Studio Advanced, а также произвольных 3D-сеток, подготовленных в модуле Mesh. Базовый комплекс Moldex3D Advanced включает возможность 12 потоков при параллельных расчетах (12xPP). О модуле PP см. ниже в разделе «Параллельные вычисления». Также могут выполняться 2.5D-расчеты (метод Shell) для сеток треугольных элементов, построенных на «срединной» плоскости (midplane).
- Mesh
Произвольные 3D-сетки из гексаэдральных, призматических, пирамидальных элементов, а также их комбинаций можно создать с помощью модуля Mesh. Кроме того, этот модуль позволяет создать сетки для 2.5D-расчета. Для работы модуля Mesh необходим моделировщик Rhinoceros (лицензия поставляется в составе лицензии на Moldex3D Advanced).
- Optics
Модуль Optics используется для расчета оптических характеристик полимерных деталей: показателя преломления, двойного лучепреломления, интерференционной картины и др. Результаты расчета могут экспортироваться в программу CODE V компании Synopsys Technology. Для расчетов в модуле Optics необходим модуль Viscoelasticity.
- Injection Compression
В модуле Injection Compression моделируется технологический процесс инжекционно-компрессионного формования (литья с подпрессовкой), в котором подпрессовка в заданной области может осуществляться на стадиях заполнения, уплотнения или охлаждения отливки в форме.
- Compression Molding
Расчет технологического процесса прессования термопластов, реактопластов и резин можно выполнить с помощью модуля Compression Molding.
- Resin Transfer Molding
-
Расчет процессов изготовления композитов по технологиям пропитки под давлением и вакуумной инфузии выполняется с помощью модуля Resin Transfer Molding. При расчете можно учесть влияние драпировки.
- Moldex3D IC Packaging
-
Ряд Moldex3D IC Packaging позволяет выполнить расчеты разных технологических процессов герметизации электронных компонентов реактопластами, включая процессы подзаливки (Underfill) и прессования.
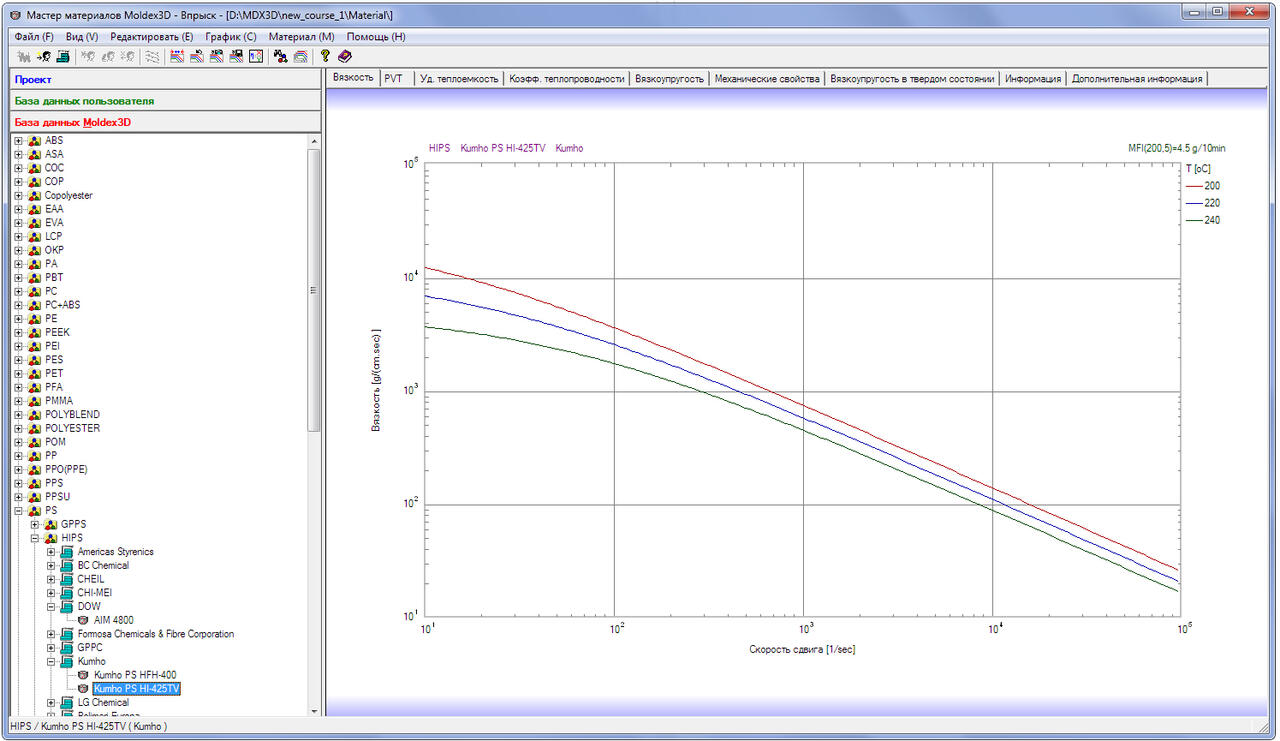
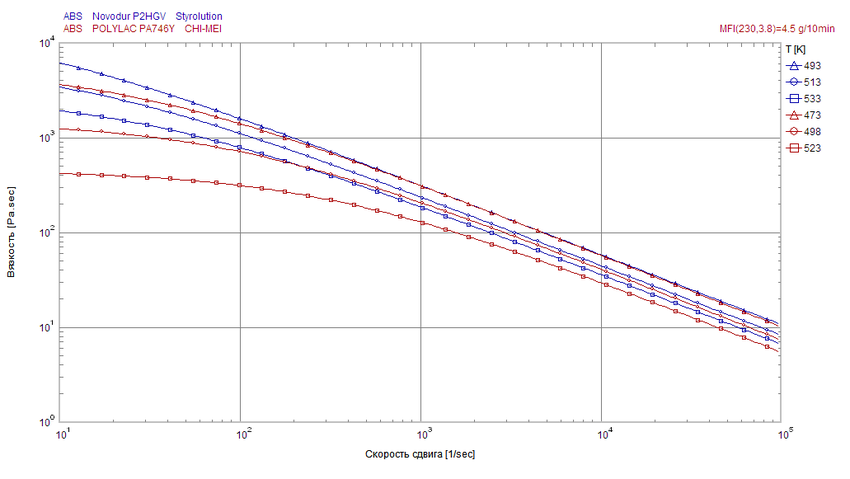
Базы данных
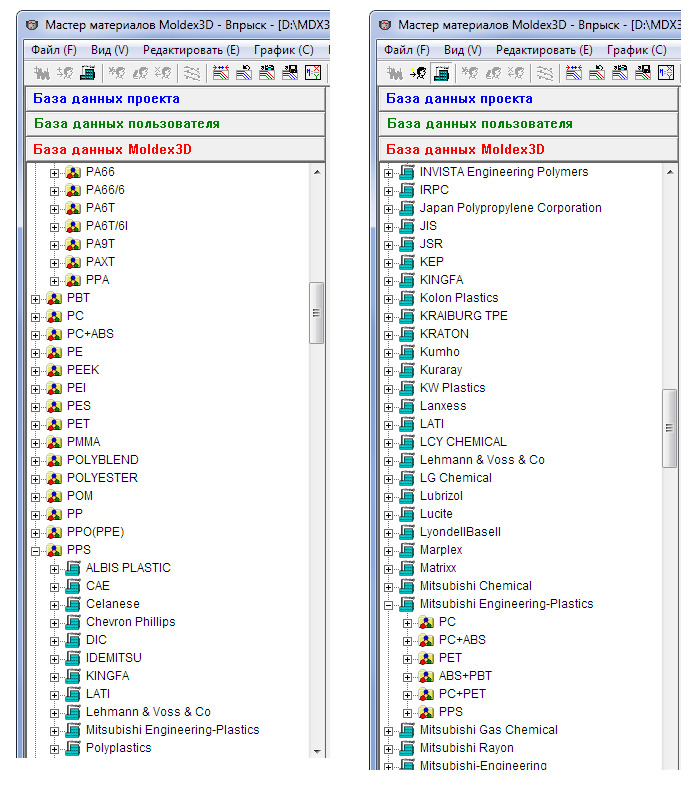
Основная база данных по полимерным материалам, поставляемая в составе продуктов Moldex3D, содержит более 7000 марок материалов. Эта база данных включает свыше 20 марок материалов Армлен и Армамид компании Полипластик (Москва).
Дополнительная база данных, содержащая более 200 отечественных полимерных материалов, поставляется ГК «СиСофт».
Пользователь может просматриватьхарактеристики материалов, сортируя их по химическим типам или по изготовителям, проводить сравнение данных для разных материалов.
Продукты Moldex3D включают базы данных по литьевым машинам, металлическим материалам (литьевым формам и арматуре).
Пользователь имеет возможность создавать и редактировать собственные базы данных.
|
|
|
- Material Hub Cloud
Онлайн-база данных и база знаний по материалам Material Hub Cloud предназначена для информационной поддержки пользователя Moldex3D. Material Hub Cloud содержит расширенные возможности для сравнения характеристик и выбора полимерных материалов.
- Параллельные вычисления
В продуктах Moldex3D используется технология параллельных вычислений, позволяющая значительно уменьшить время решения задач, что особенно важно для 3D-расчетов. Базовый комплект Moldex3D eDesign обеспечивает максимум 4 потока параллельных вычислений (4хPP), комплект Moldex3D Professional — 8 потоков (8хPP), а Moldex3D Advanced — 12 потоков (12хPP). Количество потоков можно увеличить с помощью дополнительных модулей PP.
Интеграция и обмен данными с системами CAD и системами инженерных расчетов
- eDesignSYNC
-
С помощью модуля eDesignSYNC продукты рядов Moldex3D eDesign и Moldex3D Professional можно интегрировать в CAD-системы NX, SOLIDWORKS и Creo Parametric. Соответствующие интерфейсы позволяют подготовить и запустить расчеты, а также просмотреть результаты непосредственно в системе CAD.
Импорт моделей
Во всех базовых комплектах Moldex3D можно импортировать модели литьевой детали в форматах STEP, STL и IGES. Расширенные возможности импорта моделей обеспечивают дополнительные интерфейсы Parasolid, NX, CATIA V5, Creo Parametric и JT (требуется модуль CADdoctor).
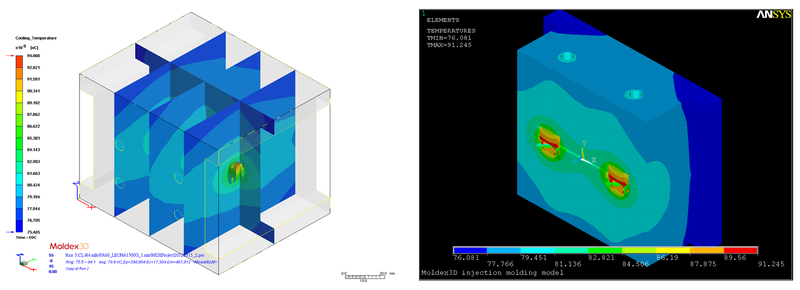
- FEA Interface
-
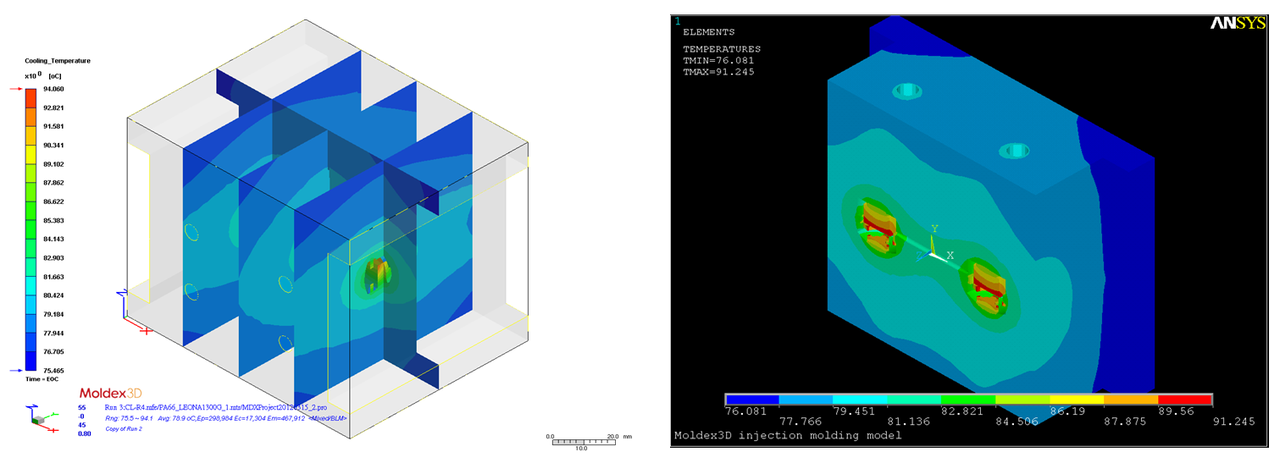
Модуль FEA Interface позволяет экспортировать результаты расчета (в том числе с наложением на заданную сетку) в системы MSC Marc, MSC Nastran, NX Nastran, ABAQUS, ANSYS, ANSYS Workbench, LS-DYNA, и OptiStruct. Экспортируемые результаты для отлитой детали включают термические и ориентационные остаточные напряжения, деформированную из-за коробления сетку, температуру при окончании стадий уплотнения и охлаждения в форме, плотность, положение спаев и данные о снижении прочности спаев. Можно учитывать влияние ориентации жестких волокнистых наполнителей (стекловолокна, углеродного волокна и др.) на анизотропию. Для блока формы можно экспортировать зависящие от времени распределения давления на формообразующей поверхности, а также температуры в блоке формы.
- Micromechanics Interface
Этот модуль позволяет экспортировать результаты расчета для композитов из модуля Fiber в продукты Digimat компании e-Xstream Engineering (MSC Software Company) и Converse компании PART Engineering, а также характеристик пористой структуры из модуля Foam Injection Molding в продукты Digimat. Экспортируемые данные содержат информацию о положении спаев, ориентации жестких волокнистых наполнителей (стекловолокна, углеродного волокна и др.), ориентационных остаточных напряжениях, температуре и пр.
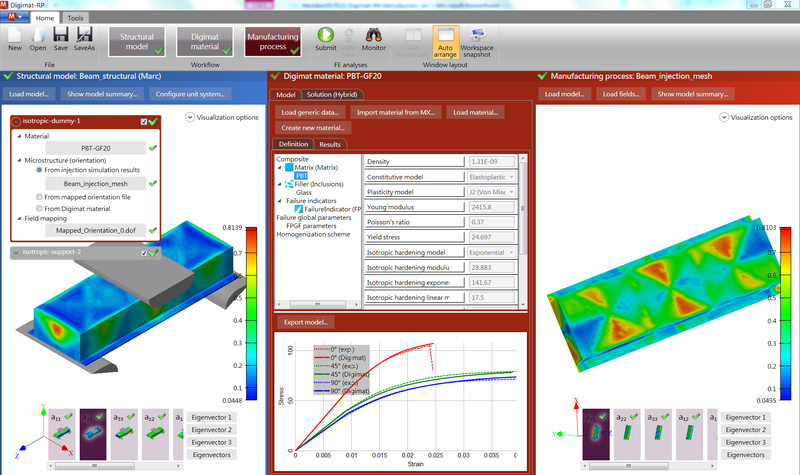
- Moldex3D Digimat RP
-
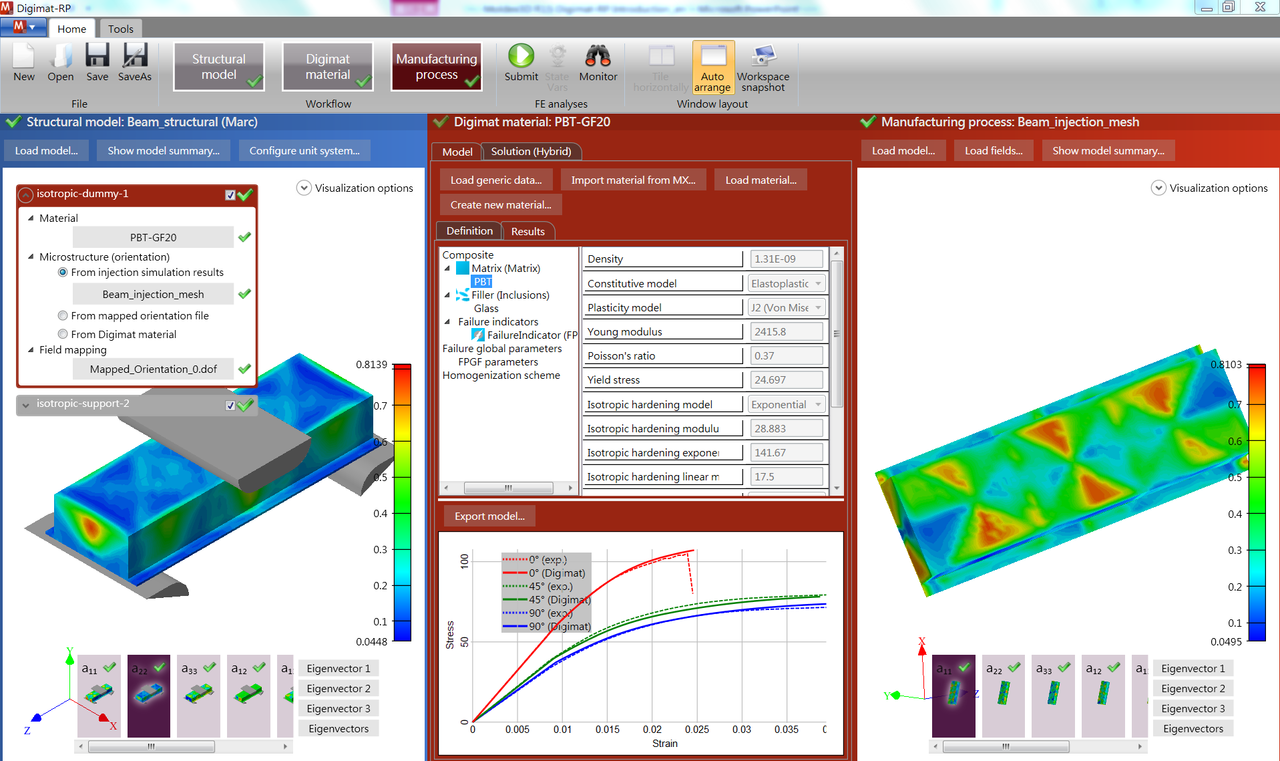
Модуль Moldex3D Digimat RP имеет расширенные возможности по подготовке данных о структуре и механических свойствах полимерных композиционных материалов, содержащих волокнистые наполнители для расчетов в CAE-системах (MSC Marc, MSC Nastran, NX Nastran, ABAQUS, ANSYS, ANSYS Workbench, LS-DYNA, Radioss и OptiStruct. С помощью модуля Moldex3D Digimat RP можно учесть влияние технологического процесса литья под давлением на ориентацию жестких волокнистых наполнителей в литьевой детали (по результатам расчета в Fiber) и влияние этой ориентации на механические свойства материала детали. Модуль содержит сокращенную базу данных Digimat по моделям механического поведения полимерных материалов, а также характеристикам термопластов и реактопластов с волокнистыми наполнителями. Модуль Moldex3D Digimat RP является совместной разработкой компании CoreTech System и e-Xstream Engineering (MSC Software Company).
- Прикладное программирование и организация расчетов в команде
Ряды Moldex3D 2021 могут быть дополнены интерфейсом прикладного программирования API и модулем iSLM, применяемом для организации расчетов в команде, которая включает несколько пользователей и администратора.
Преимущества Moldex3D
- Продукты русифицированы.
- Широкие функциональные возможности по расчету процесса литья пластмасс и его разновидностей, а также других процессов переработки полимерных материалов.
- Новаторский 3D-подход на основе метода конечных объемов.
- Мировой лидер в 3D-расчетах.
- Промышленный стандарт (де-факто).
- Динамично развивающиеся продукты.
- Использование новейших научных разработок.
- Обучение и поддержка в России.


