
Главная » CADmaster №2(63) 2012 » Машиностроение ЗАО «СиСофт» — официальный партнер Siemens PLM Software
Компания «СиСофт» — один из ведущих поставщиков на российском рынке IT-индустрии — давно и успешно продвигает решения Siemens PLM Software. Исторически сложилось так, что «центр тяжести» наших успехов — это реальное производство, управление станками с ЧПУ и промышленными роботами, инженерный консалтинг. Мы предлагаем весь спектр услуг: от поставки программных решений Siemens PLM Software (NX CAD, NX CAM, NX CAE, Velocity Series) до успешного внедрения предложенных решений.
Постпроцессоры NX
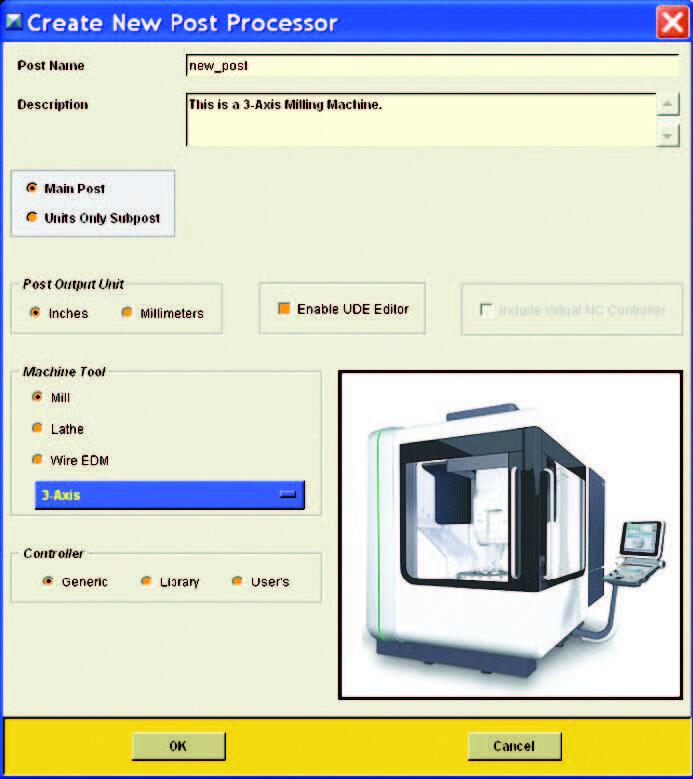
Разработка и внедрение постпроцессоров NX — одно из основных направлений деятельности компании «СиСофт». В «портфолио» наших успешных проектов — постпроцессоры для таких станков и обрабатывающих центров, как MAZAK, HANDTMANN, Chiron, HERMLE и многих других с различными системами управления (Siemens Sinumerik 840D, Heidenhain iTNC, FANUC и др.). Среди заказчиков наших постпроцессоров — российские и зарубежные предприятия общего машиностроения и аэрокосмической индустрии, приборостроения, двигателестроения.
Мы стремимся сделать наши постпроцессоры безопасными и интеллектуальными, для чего активно применяем связь TCL-постпроцессора с внешними приложениями, разработанными для проведения необходимых расчетов перемещений, обработки событий пользователя (UDE).
Управление промышленными роботами

Промышленные роботы, предназначенные для фрезерной обработки, водяной и лазерной резки, шлифовки и полировки, — уже не столь экзотичное явление на российских предприятиях. Специалисты «СиСофт» приняли участие в нескольких успешных проектах, связанных с управлением роботами ABB, KUKA, FANUC. Практически во всех проектах использовались штатные возможности пакета NX Manufacturing в связке со специализированным TCL-постпроцессором. Следует отметить, что подобный метод offline-программирования робота является хорошей альтернативой методу online-«обучения», а зачастую — единственно возможным. Отличительные особенности управления роботами — необходимость управлять и шестью или более осями самого робота, и внешними приводами приспособлений, реализация математических вычислений углов Эйлера и кватернионов для однозначного определения положения конечного звена робота. Для безопасного внедрения управляющих программ возможна симуляция перемещений звеньев робота непосредственно в NX.
CSE-симуляторы управляющих программ
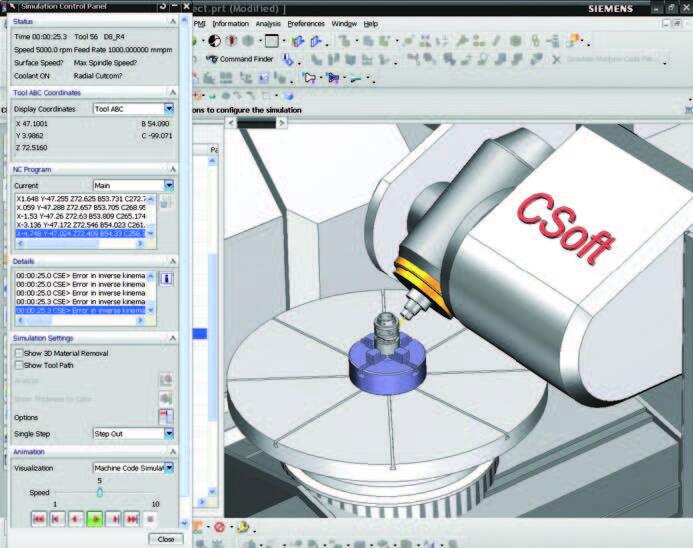
Для безопасной эксплуатации современного (и дорогостоящего) оборудования очень важно обеспечить достоверную проверку управляющих программ до передачи на станок. Специалисты «СиСофт» предоставили ряду заказчиков детально проработанные CSE-симуляторы фрезерных, токарно-фрезерных станков и постоянно повышают уровень разработки таких моделей, задействуют специализированные циклы и возможности технологического оборудования.
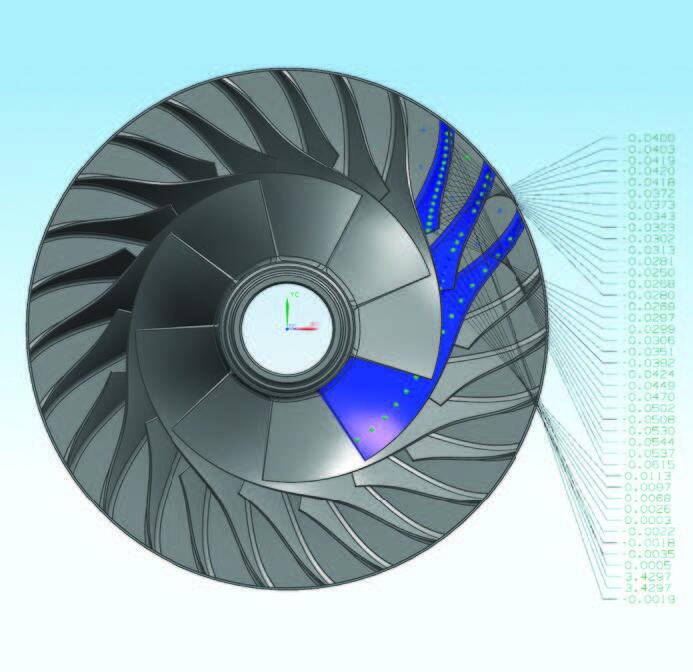
Измерения контактными щупами непосредственно на станках

|
|
Получение информации о результатах обработки, об отклонениях и допусках, вычисление коррекции параметров обработки по результатам измерения — чрезвычайно интересная и важная задача! Нашими специалистами получены впечатляющие результаты при организации замеров контактными измерительными щупами (Renishaw, Heidenhain) весьма сложных изделий (компрессорные лопатки, импеллеры) в пяти осях на многоосевых станках под управлением Siemens Sinumerik 840D, Heidenhain iTNC530, FANUC. Полученные протоколы замеров могут быть импортированы непосредственно в NX для визуализации результатов замера. Конечно, данные таких измерений не могут соперничать с данными контрольноизмерительных машин, но являются хорошей альтернативой для предварительной оценки годности выполненного изделия до передачи контрольному мастеру, незаменимы при вычислении коррекции параметров обработки, учитывающих температурные изменения, износ и «отжим» инструмента, а также позволяют оператору в любой момент и без снятия изделия со станка получить выходную информацию о ходе обработки. С использованием данных замера оказалось возможным реализовать 3D-кор-рекцию при непрерывной 5-осевой обработке.
3D-коррекция при непрерывной 5-осевой обработке
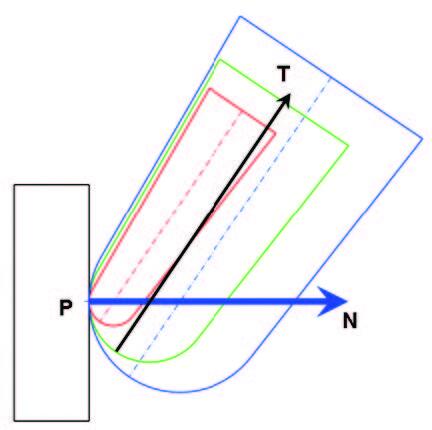
Возможности современного оборудования позволяют реализовать применение 3D-коррекции при непрерывной 5-осевой обработке. Это возможно во многих системах управления, задача — правильно передать станку информацию как о положении и векторе ориентации инструмента, так и о векторе нормали в точке контакта и собственно о величине коррекции. С применением соответствующего постпроцессора мы в состоянии не только контролировать износ и параметры заточки инструмента (внося соответствующие параметры в геометрию инструмента на стойке станка), но и управлять припуском на обработку (в «плюс» или в «минус»). Вносить корректировки в описанные параметры очень удобно по результатам измерения изделия контактным щупом. Использование 3D-коррекции оказалось возможным как с применением соответствующего функционала системы управления станка (CUT3DF в Siemens Sinumerik 840D), так и в системах, где подобные опции отсутствуют: в таком случае пересчет положения инструмента в пространстве происходит непосредственно «в кадре» управляющей программы, что стало возможным при высоком быстродействиисовременных систем управления. На нескольких предприятиях в России и за рубежом, где сотрудники «СиСофт» реально внедрили применение 3D-коррек-ции, она весьма активно используется в производственном процессе.
Применение технологии NX Open (UG Open) при формировании управляющих программ
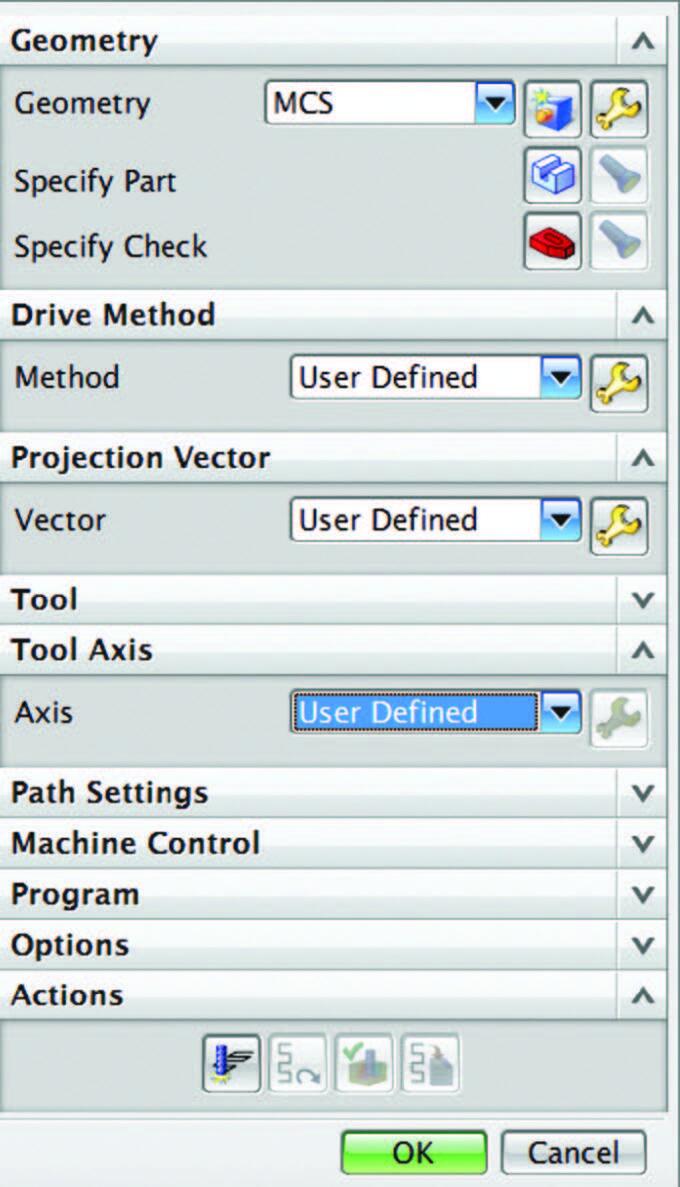
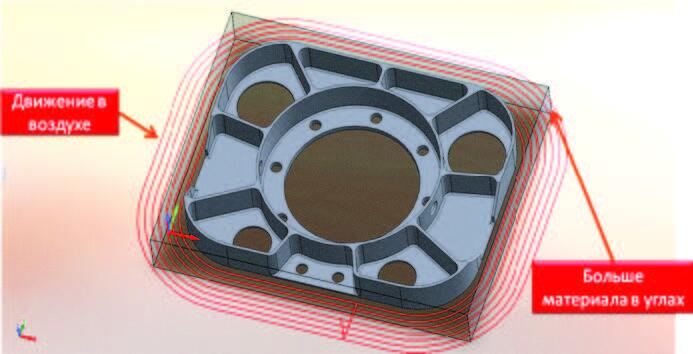
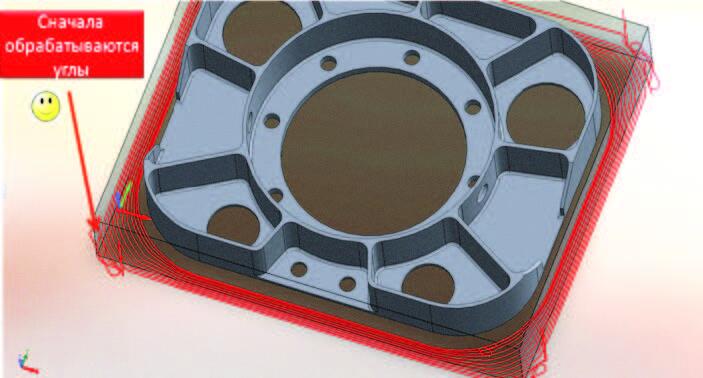
Пакет NX CAM обладает мощнейшими инструментами для формирования обработки практически любой сложности. Тем не менее, иногда у заказчика возникает желание получить свою собственную стратегию обработки, реализующую определенные, зачастую уникальные требования. В частности, при проведении замеров результатов обработки импеллеров с использованием контактных щупов Renishaw специалистами «СиСофт» применялась траектория движения щупа MILL_USER, полученная с применением технологии NX Open. В этом случае как положение инструмента в пространстве, так и все события, происходящие в управляющей программе и связанные с измерениями, вычислением отклонений, выводом данных в протокол замера, обрабатываются во внешней динамической библиотеке (DLL).
Аналогичная технология получения управляющих программ может быть применена для обработки фасетных (сеточных) моделей, нарезания конической резьбы резьбофрезами, формирования управляющих программ для перемещения инструмента в «руке» робота-манипулятора
|
|
|
CAE-расчеты
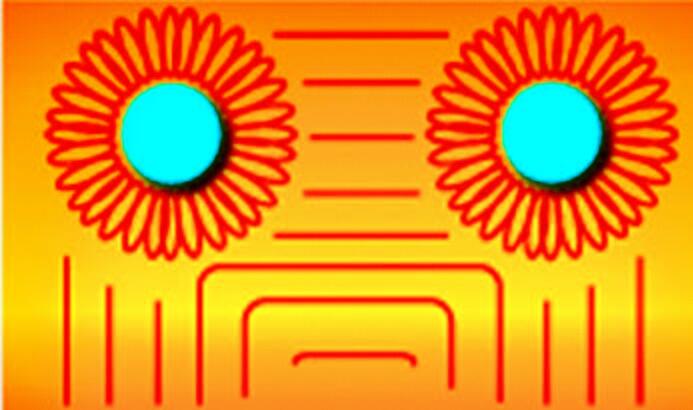
Специалисты нашей компании проводят расчетные работы по анализу теплового состояния разнообразных объектов, находящихся под воздействием сложных тепловых нагрузок. В качестве примера можно привести работы по исследованию теплонагруженности блока фар одного из известных производителей светотехнического оборудования. Умеем создавать сложные динамические модели большой размерности (десятки тысяч кинематических связей). Проводим динамический анализ с учетом податливости элементов конструкции, что обеспечивает большую достоверность расчетов и сходимость с результатами эксперимента. Продолжаем предоставлять квалифицированные консультационные услуги пользователям I-DEAS и NX. Проводим обучение новых пользователей.
Скачать статью в формате PDF — 3.91 Мбайт |


