
Главная » CADmaster №2(63) 2012 » Машиностроение Проверено практикой: опыт создания участка станков с ЧПУ
Группа компаний «Рускана» — одно из ведущих предприятий в области разработки и производства современного профилегибочного оборудования и линий для продольно-поперечной резки металла. Промышленное оборудование, выпускаемое под брендом «Рускана инжиниринг» — это, в первую очередь, результат оптимального сочетания профессионального подхода к проектированию и изготовлению изделий и наилучшего на сегодняшний день соотношения «цена-качество». Большой опыт в организации производства позволяет компании предлагать комплексные решения по созданию и оснащению предприятий металлообработки: от поставки отдельных единиц оборудования до комплектации и строительства готовых производств полного цикла «под ключ».
Группа компаний «Рускана» обладает собственной производственной базой, а также активно сотрудничает с ведущими российскими и зарубежными компаниями в сфере применения и разработки агрегатов систем привода машин, гидропневмоаппаратуры и программного обеспечения. При этом используются самые современные средства 2D- и 3D-моделирования.
До недавнего времени наиболее ответственные детали и узлы изделий компании производились по заказу в сторонних подрядных организациях согласно разработанной конструкторской документации. Очевидно, что такой порядок вещей был далек от оптимального. Специалисты компании CSoft, с которой ООО «Рускана» связывают годы плодотворного сотрудничества, предложили эффективный выход из создавшегося положения, посоветовав и проектировать, и изготавливать ответственные детали на станках с ЧПУ с помощью программного комплекса SOLIDWORKS&SolidCAM, минуя этап подготовки чертежей на бумажных носителях.
В 2010 году компания «Рускана» приступила к организации механообрабатывающего участка на своей производственной площадке. Для этого были закуплены несколько единиц высокоточного современного оборудования с ЧПУ и программный комплекс для подготовки проектов обработки и генерации управляющих программ. Это позволило в кратчайшие сроки получить отдачу от сделанных инвестиций, повысить производительность труда и обеспечить безупречное качество сложных профилеобразующих деталей собственного изготовления.

С тех пор прошло два года.
Оценить правильность сделанного выбора, подвести промежуточные итоги работы созданного участка, высказать мнение об экономической эффективности использования современных средств автоматизации механообработки, конструкторских и технологических работ мы попросили генерального директора ООО «Рускана» Ивана Никандровича Юрлова, который любезно согласился дать интервью директору отдела САПР и инженерного анализа компании CSoft Андрею Вениаминовичу Благодарову.
- А.Б.: В 2010 году ваша компания приняла решение о модернизации своего станочного парка оборудования и переходе на станки с ЧПУ. Не могли бы вы дать общую оценку правильности сделанного выбора?
- И.Ю.: Прежде всего отмечу, что под «модернизацией» мы изначально подразумевали не решение какой-либо узкой задачи, а перевод работы всей компании на качественно новый уровень. Поэтому была проведена модернизация полного цикла производства — от исследования методов профилирования и подготовки конструкторской документации до окончательного изготовления деталей и машин с использованием программного обеспечения SOLIDWORKS.
- А.Б.: В 2010 году был закуплен только один станок с ЧПУ (если не ошибаюсь, это был токарный станок 16А20Ф), а уже в следующем году еще один — Tongtai TNL 120 Topper. Можно ли из этого факта сделать вывод, что в течение 2010 года вы ощутили преимущество использования станков с ЧПУ на своем производстве?
- И.Ю.: В первую очередь, мы «почувствовали вкус» передовых технологий, к которым мы относим не только современное оборудование, но и программное обеспечение, в частности — SOLIDWORKS и SolidCAM.
- А.Б.: Но такие программные комплексы не были бы вам нужны, если бы не было станочного оборудования с ЧПУ. Ведь до этого вам достаточно было иметь только CAD-пакет для моделирования и выпуска конструкторской документации.
- И.Ю.: Согласен с вами. И самая яркая иллюстрация правильности принятых решений — эффективность самостоятельного изготовления деталей наших прокатных станов для производства профнастила и металлочерепицы.
- А.Б.: Я знаю, что ваши специалисты провели исследование эффективности различных методов изготовления деталей. Что стало объектом этого исследования?
-
И.Ю.: Что касается формы деталей, то в позапрошлом году объектом исследования стало изготовление двух типов роликов: линейных и нелинейных, иногда называемых «синусоидными», в которых присутствует кривая 2-го порядка. А объектами исследования оборудования были токарно-винторезный станок МК6056, токарный станок 16А20Ф с системой числового программного управления FMS-3000 и станок Topper TNL с системой числового программного управления Fanuc 0i-TC.
В 2010 году всю гамму полных комплектов роликов для наших прокатных станов изготавливал подрядчик на станках первых двух наименований: линейные ролики — на токарно-винторезных, нелинейные — на 16А20Ф. При этом управляющие программы создавались «вручную», без использования специального программного обеспечения.


Деталь — ролик «линейный» 4Н-2
Материал заготовки — сталь 40Х,
круг диаметром 140 мм и длиной 739 мм,
вес — 16,7 кг Вес детали — 4,8 кгСтанок МК6056 16А20Ф Topper TNL №. Операция Время процесса обработки 1 Заготовительная, отрезание заготовки, мин. 10 10 10 2 Сверление черновое до фбО, станок 1 МбЗ, мин. 15 - - 3 Сверление черновое до ф40, спец, сверло, мин. - 10 1 4 Токарная обработка черновая, т=1,5 мм, мин. 110 130 55 5 Обработка отверстий, мин. 15 15 15 6 Термообработка {50 руб/кг), руб. 250 7 Плоскошлифовальная (торцы в размер), мин. 15 15 - 8 Токарная чистовая, мин. 30 15 10 9 Контрольная, мин. 10 5 5 Итого: 195 195 86 Деталь — ролик «линейный» 4Н-2
Материал заготовки — сталь 40Х,
круг диаметром 140 мм и длиной 739 мм,
вес — 16,7 кг Вес детали — 4,8 кгСтанок МК6056 16А20Ф Topper TNL №. Операция Время процесса обработки 1 Заготовительная, отрезание заготовки, мин. - 15 15 2 Сверление черновое до фбО, станок 1 МбЗ, мин. - - - 3 Сверление черновое до ф40, спец, сверло, мин. - - - 4 Токарная обработка черновая, т=1,5 мм, мин. - 140 60 5 Обработка отверстий, мин. - 10 10 6 Термообработка {50 руб/кг), руб. 500 7 Плоскошлифовальная (торцы в размер), мин. - 15 - 8 Токарная чистовая, мин. - 15 10 9 Контрольная, мин. - 5 5 Итого: 185 85 - А.Б.: Как я понимаю, полный комплект для разных линий профилирования — это 150−200роликов 50−70наименований?
- И.Ю.: Да, это общая характеристика среднего комплекта роликов. Анализ показал, что в итоге подрядчик тратил на изготовление комплекта линейных роликов 2,5 месяца и 3 месяца — на комплект нелинейных роликов.
- А.Б.: Это время требовалось на весь процесс, включая отрезку заготовки, черновую и предварительную токарную обработку, термообработку, токарную чистовую и отправку на склад готовой продукции?
- И.Ю.: Да. При этом геометрия ответственных роликов в большинстве случаев была на грани несоответствия конструкторской документации. А поскольку с высокой степенью достоверности произвести измерения геометрии поверхности роликов было практически невозможно, на наладку линии тратилось втрое больше времени, чем было предусмотрено планом производства. Добавьте сюда время на контрольные измерения и устранение исправимого брака. В результате мы получали заведомо растянутый и непрогнозируемый график производства. Это и стало основной причиной создания собственного участка станков с ЧПУ. Сначала были приобретены станок 16А20Ф и программный комплекс SOLIDWORKS&SolidCAM. При помощи специалистов компании CSoft в короткие сроки был настроен постпроцессор для стойки управления FMS-3000 и подготовлены программы для изготовления нелинейных роликов.
- А.Б.: То есть была поставлена следующая задача: работу, которую до этого делал подрядчик, выполнять самостоятельно, более эффективно, используя современные средства автоматизации и подготовки управляющих программ?
- И.Ю.: Да. Применение современного программного обеспечения для генерации управляющих программ фактически исключило появление погрешностей, неизбежных при создании и передаче программ на станок «вручную».
- А.Б.: Вы сказали об исключении погрешности. Правильно ли я понял, что даже округление значения радиуса перехода с фасонных поверхностей на торцовые и назначение жесткого допуска на радиус были столь значимы для геометрии и условий профилирования?
- И.Ю.: Абсолютно верно! Процесс получения заданного профиля из плоского листа совсем не так прост и однозначен, как это кажется на первый взгляд.
- А.Б.: То есть, даже получив от своих подрядчиков детали с размерами в пределах допуска, вы все равно испытывали большие сложности при сборке и наладке линий профилирования?
- И.Ю.: Да. Но когда мы применили для изготовления нелинейных роликов первый купленный станок с ЧПУ, результат нас удовлетворил, и мы полностью перешли на производство этой номенклатуры деталей своими силами. Затем попробовали обработать линейные ролики, которые можно изготовить фасонным инструментом на любом токарно-винторезном оборудовании. Однако на самом деле их изготовление на станке с ЧПУ оказалось намного эффективней.
- А.Б.: А что, собственно, сложного в изготовлении линейных роликов?
- И.Ю.: В линейных роликах в зоне сопряжения цилиндрической поверхности и торца детали проблематично получить одинаковый радиус на всех 150 деталях. А ведь именно этот радиус отвечает за условия изгиба профилируемого тонколистового металла и формирование профиля готового изделия. С помощью станка 16А20Ф с ЧПУ мы достигли «одинаковости» и взаимозаменяемости получаемых роликов. Это позволило нам постепенно отказаться от применения токарно-винторезного станка. Но со временем возникла проблема огромной загрузки станка 16А20Ф, на котором изготавливались и линейные, и нелинейные ролики. После приобретения в 2011 году станка Topper TNL мы полностью перешли на самостоятельное изготовление роликов обоих типов. То есть всего через 1,5 года с момента запуска программы модернизации все свои производственные задачи по обработке тел вращения мы обеспечиваем своими силами.
- А.Б.: Во сколько смен работает у вас оборудование?
- И.Ю.: За исключением времени на регламентное обслуживание и переналадку — 24 часа в сутки.
- А.Б.: Отлично! Значит двух станков вам в принципе достаточно для выполнения поставленных задач?
- И.Ю.: На сегодняшний день это позволило нам вдвое, по сравнению с прошлыми периодами, сократить время выполнения производственной программы, обеспечить точность деталей, устранить издержки на конструкторские, технологические и контрольные операции. Кроме того, отпала необходимость осуществления стопроцентного контроля роликов.
- А.Б.: То есть сейчас хватает выборочного контроля, и для проверки правильности управляющей программы достаточно проверить лишь 2−3 детали?
- И.Ю.: Да, использование программного обеспечения и прочие мероприятия программы модернизации позволили нам «сжать» поле разброса контролируемых параметров.
- А.Б.: А как обстоят дела с качеством обработанных поверхностей? Какой материал заготовки используется для роликов?
- И.Ю.: Для производства роликов мы используем высоколегированные стали с твердостью до 46 единиц HRC. Станок Topper является более «жестким» и в 1,5 раза более производительным по сравнению с 16А20Ф. Более высокие скорости резания обеспечивают получение практически «зеркальной» поверхности, что позволило нам отказаться от операции наружного круглого шлифования.
- А.Б.: Финишная обработка роликов после закалки до 46 единиц HRC происходит на этих же токарных станках?
- И.Ю.: Да, после чернового точения производится термообработка, а затем — чистовая токарная обработка.
- А.Б.: Интересно, а какую величину припуска вы оставляете, чтобы обеспечить «вписывание» финишной поверхности после термообработки?
- И.Ю.: Поскольку поводок после термообработки практически не бывает, припуск оставляем очень небольшой, порядка 0,8−1,2 мм.
- А.Б.: С качеством поверхности мы разобрались, а теперь давайте поговорим об экономической эффективности предпринятой модернизации. Оправдались ли серьезные финансовые вложения, связанные с приобретением современного оборудования и программных средств?
-
Для ответа на этот вопрос предлагаю ознакомиться с двумя сводными таблицами — по двум типам роликов.
Из приведенной таблицы видно, что мы отказались от шлифовки торцов роликов, которая два года назад занимала важное место в технологическом процессе подрядчика. Таким образом, использование современного оборудования совместно с SolidCAM позволило нам осуществлять изготовление и обработку продукции на токарном оборудовании. - А.Б.: Всего лишь одна операция… Но если ее рассмотреть подробнее?
- И.Ю.: Чтобы осуществить шлифовку в размер, ролик необходимо привезти к шлифовальному станку в шлифовальное отделение, установить, сделать «как чисто» базу, перевернуть и шлифовать уже в размер. А «сколько шлифовать»? Извините, но всегда по-разному. Хорошо, если у роликов совпадает размер по длине, тогда шлифовщик поставил сразу 10 штук — и по очереди шлифует сначала один размер, потом переустанавливает и шлифует «в размер». Но одинаковые размеры роликов — это из области маловероятного, а когда размеры разные, соответственно, прибавляется и работы.
- А.Б.: Понятно. Таким образом, отказ от шлифовки — достаточно серьезное упрощение технологического процесса.
-
И.Ю.: При наладке линии торцы роликов выполняют функцию измерительных баз. Основной недостаток работы нашего бывшего подрядчика или, скажем так, старой технологии — ось Z, не самая главная и не самая точная на токарно-винторезных станках, потому и линейные размеры роликов традиционно «плавали». После этого на сборочном участке начинали «плавать» и наладочные работы прокатного стана, спрогнозировать продолжительность и результат которых было практически невозможно. Это касается линейных роликов…
А для нелинейных роликов важно, чтобы кривая была определенным образом, причем очень точно, вписана в торцовые поверхности. Тогда наладка ролформин-га производится с помощью шаблона согласно конструкторской документации. Но если кривая не точно «привязана к торцам», то хотя поверхность ролика и может иметь форму, заданную кривой, но процесс «выстраивания» двухсот роликов в ролформинге и наладки всего прокатного стана займет 2−3 недели.
Таким образом, новая технология позволила нам вдвое сократить время, затрачиваемое на изготовление деталей и наладку прокатного стана. - А.Б.: Да, судя по таблицам, время обработки сократилось в 2 раза для нелинейных роликов и еще больше — для линейных. В основном это было достигнуто за счет уменьшения времени черновой обработки.
- И.Ю.: Современные станки с ЧПУ позволяют безошибочно использовать максимальные режимы резания. При следующей операции, чистовой обработке, наличие равномерного припуска после чернового точения — залог получения размера заданной точности и поверхности с заданной шероховатостью.
- А.Б.: А почему, согласно таблице 1, у вас в маршруте обработки на станке 16А20Ф деталь идет на плоскошлифовальную операцию? В чем особенности обработки торцов на этом станке по сравнению с Topper? Ведь и там и там — ЧПУ?
- И.Ю.: В таблице 1 была проанализирована переходная технология, которую использовал подрядчик: он применял токарно-винторезные станки и станки 16А20Ф с «ручным» программированием. А плоскошлифовальную операцию выполнял для точного и очень нужного, как ему казалось, соблюдения наружного линейного размера. Сегодня на аналогичном станке мы обходимся без шлифовки торцов, а значит — без использования плоскошлифовального оборудования.
- А.Б.: Хорошо. И каковы итоги?
- И.Ю.: Два года назад комплект нелинейных роликов для металлочерепицы Monterey подрядчик изготавливал три месяца. Сегодня у нас на участке ЧПУ машинное время токарной обработки такого комплекта составляет 440 часов. Столь внушительных успехов удалось достичь благодаря таким факторам, как современные программные продукты, используемый инструмент, применяемая технология и др.
- А.Б.: Но даже несмотря на столь впечатляющие результаты, многие продолжают утверждать, что станки с ЧПУ- это дорого и невыгодно. Особенно при токарной обработке. Что бы вы ответили таким скептикам?
- И.Ю.: Раньше обращение к подрядчикам для нашей компании обходилось очень дорого. Срок выполнения одного заказа растягивался на три календарных месяца. Теперь при изготовлении этого же заказа собственными силами только на зарплате мы экономим более 40% средств. Кроме того, ранее линию с роликами, изготавливаемыми подрядчиком, мы собирали дольше месяца, а теперь прокатный стан готов к испытаниям за 2 недели.
- А.Б.: Что представляет собой такой стан?
- И.Ю.: Отлаженный прокатный стан — это рамная несущая конструкция с инструментом профилирования, состоящим в среднем из полусотни валов и 200 роликов.
- А.Б.: Получается, что за счет уменьшения времени сборки инвестиции, вложенные и в оборудование, и в инструмент, и в программное обеспечение, дают отдачу не только в виде достойного качества деталей и сокращения времени их изготовления, но и в виде общего повышения производительности труда и увеличения эффективности работы всей компании в целом, что позволяет вам дополнительно полученную прибыль направлять на ускоренную амортизацию основных средств?
- И.Ю.: Разумеется. Так, по моим расчетам, станок Topper окупится за 1,5−2 года.
- А.Б.: Замечательно! Я очень рад за вашу компанию! Заключительный вопрос: каковы ваши планы на будущее?
- И.Ю.: Они следующие. На существующем оборудовании мы уже исчерпали ресурс режимов обработки и жесткости станка. Сейчас они эксплуатируются на 60% от допустимой нагрузки. Рынок же профилирующего оборудования развивается в сторону более высоких профилей — от С20 до Н75 и выше. Поэтому сейчас рассматривается вопрос о приобретении аналогичного станка большего типоразмера и более мощного.
- А.Б.: А вы не думаете расширять «класс деталей», изготавливаемых с помощью станков с ЧПУ? Освоить, например, обработку деталей фрезерной группы?
- И.Ю.: Накопленный на собственном производстве опыт по обработке тел вращения мы планируем использовать и при изготовлении деталей фрезерной группы. Но наши планы должны коррелиро-ваться с возможностями. Сейчас мы освоили одну часть программы модернизации, и по токарной продукции опережаем график сборки на 1,5 месяца. Теперь готовимся к следующему этапу: копим ресурсы, расширяем производственные площади, подбираем квалифицированные кадры. Сегодня наш участок станков с ЧПУ является флагманом компании, на который все равняются! Одновременно с этим происходит полное обновление всего остального парка универсального оборудования. Такую замену мы планируем произвести в течение года.
- А.Б.: Большое спасибо, Иван Никандрович, за такое обстоятельное интервью. Желаю вам и вашему производству больших успехов! Если потребуется наша помощь, мы всегда готовы вам ее оказать!


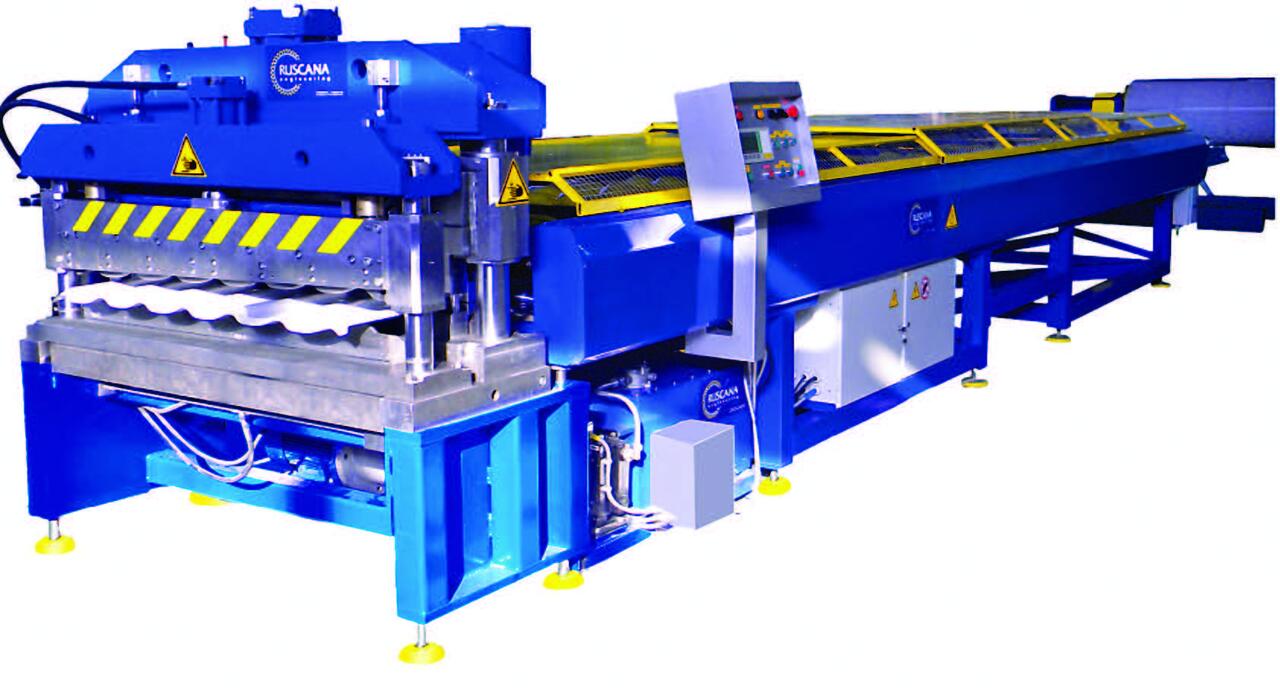
Группа компаний «Рускана», выпускающая оборудование под торговой маркой «Рускана Инжиниринг», специализируется на разработке и производстве профилегибочного оборудования для профилирования и роспуска тонколистового металла. За 11 лет своего существования организация зарекомендовала себя на отечественном рынке как динамично развивающийся, надежный партнер, предлагающий высококачественную продукцию в комплектации, с характеристиками и степенью автоматизации, в которых нуждается заказчик.
пос. Быково, ул. Центральная, д. 6
Тел.: (495) 996−6663, 660−1625
E-mail: info@ruscana.ru
Web: www.ruscana.ru
Скачать статью в формате PDF — 1.94 Мбайт |


