
Главная » CADmaster №2(57) 2011 » Машиностроение COPRA RollForm — надежный инструмент анализа процесса валковой формовки
На сегодняшний день одним из самых выгодных и быстрых решений для возведения корпусов промышленного назначения, складских сооружений, административных и спортивных зданий являются быстровозводимые здания. Наиболее распространенным материалом при строительстве таких объектов являются сэндвич-панели. И это неслучайно: уникальные свойства выгодно выделяют их на фоне многообразия материалов, представленных на современном строительном рынке. Но и здесь, как и в любом деле, существуют свои тонкости. О некоторых из них мы уже поведали читателю. Так, в статье «COPRA RollForm: когда качество решает все» рассказывалось о решении задачи, связанной с обеспечением стабильного процесса формовки при производстве качественной обкладки Z-Lock.
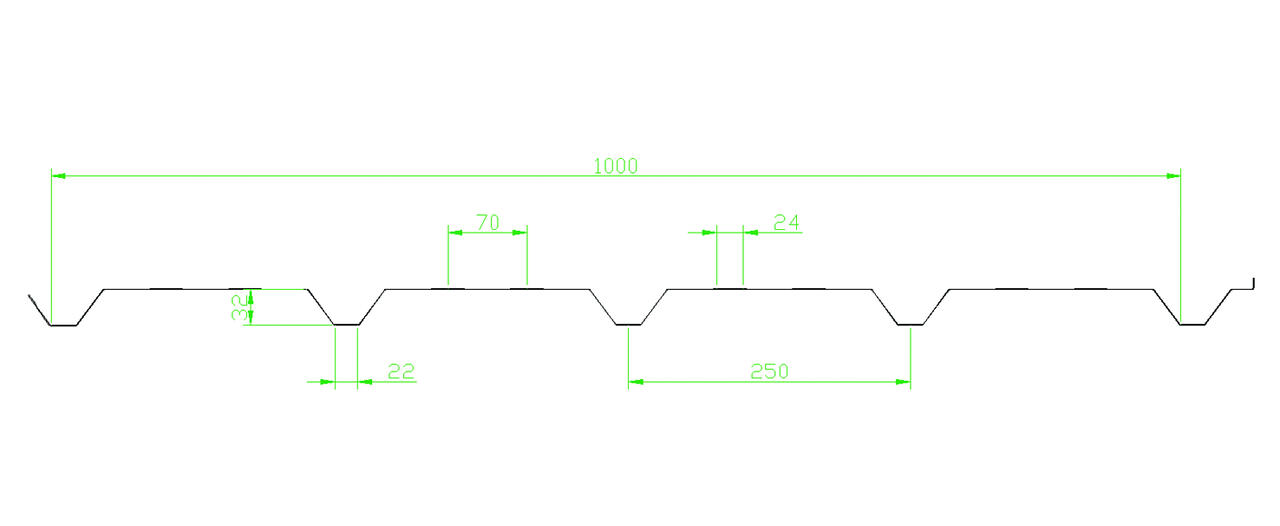
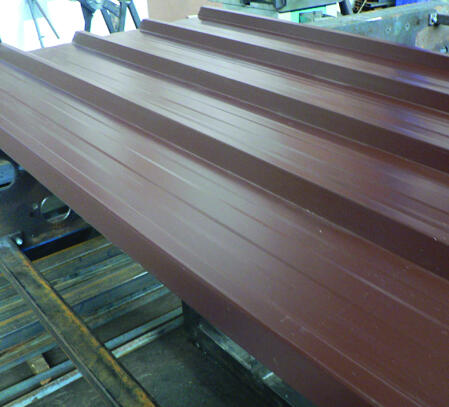
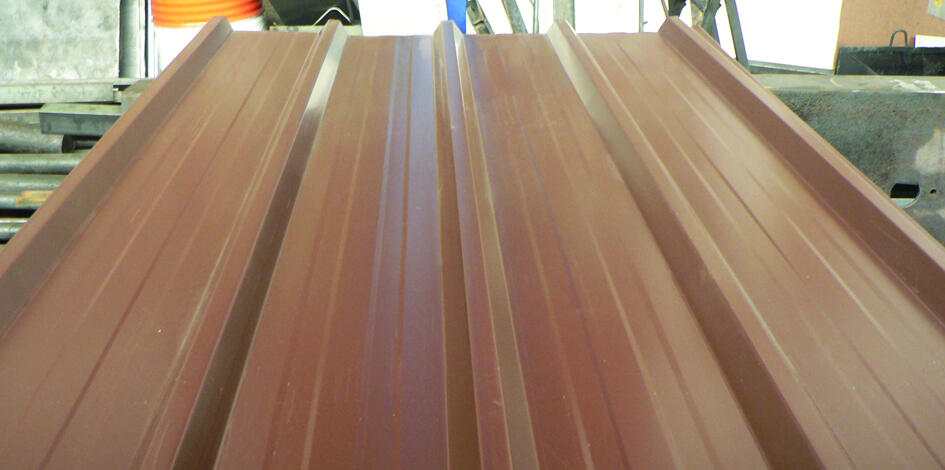
Сегодня мы рассмотрим результаты выполненных специалистами компании ЗАО «СиСофт» работ по расчету калибровки валков для производства кровельной облицовки сэндвич-панелей (рис. 1) на базе программного комплекса COPRA RollForm немецкой компании data M Sheet Metal Solutions GmbH.
Заказчик работ, ООО «РоллМет Инжиниринг», — отечественная инжиниринговая компания, созданная ведущими специалистами в области разработки и производства оборудования для профилирования и продольно-поперечной резки тонколистового металла.
Специалисты ЗАО «СиСофт» должны были рассчитать калибровку валков профилегибочного стана для производства кровельной обкладки сэндвич-панелей. В ходе решения этой задачи нам, в частности, предстояло:
- получить требуемую форму и размеры профиля при простой конфигурации формовочных валков и наименьшем числе клетей стана;
- создать оптимальный скоростной режим процесса профилирования;
- обеспечить высокое качество поверхности изделия при условии, что профиль будет ориентирован в стане лакокрасочным покрытием вниз.
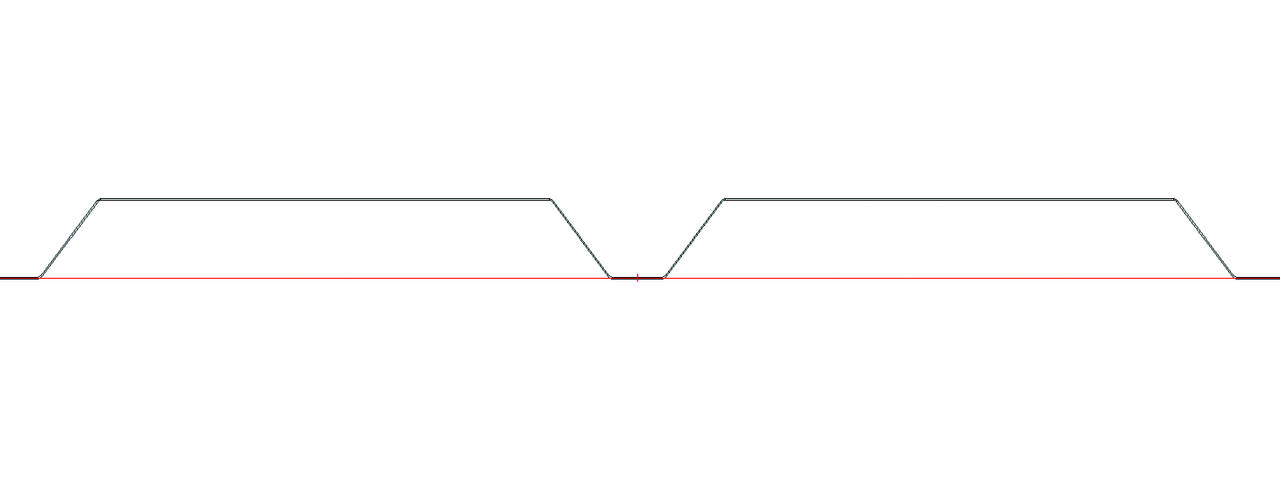
Приступив к выполнению работ, мы решили, что основная ось будет проходить через середину центрального узкого участка профиля. Напомним, что основная ось — это прямая, проходящая через элемент профиля, который не меняет своего положения и не деформируется в процессе валковой формовки. Таким образом, в качестве основного участка нами был выбран центральный узкий участок облицовки (рис. 2).
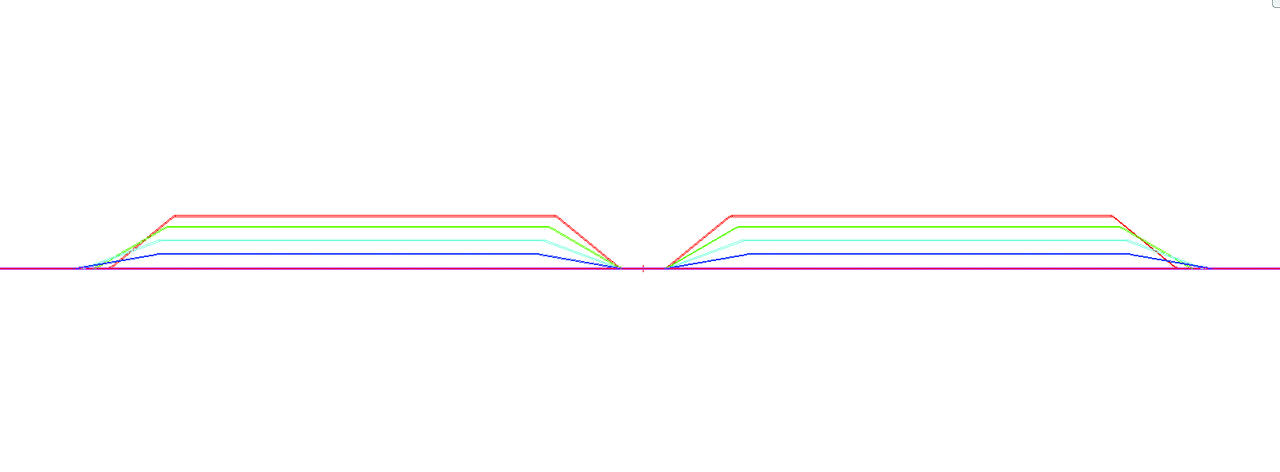
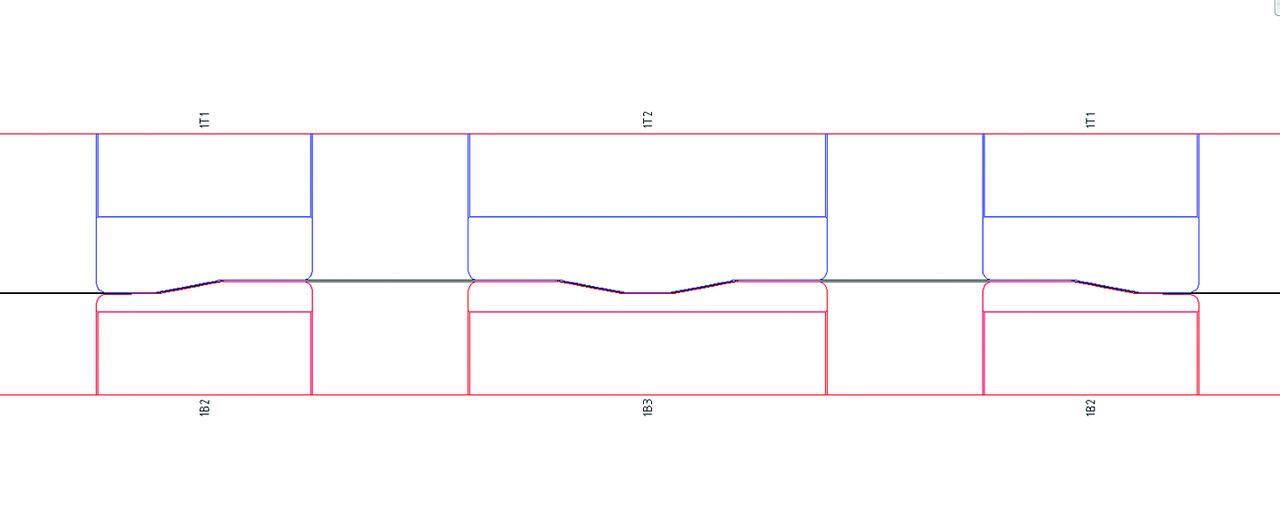
На следующем этапе предстояло определиться с калибровкой. COPRA RollForm позволяет проанализировать и выбрать оптимальный метод для формообразования гофрированных профилей на основе существующих систем. К таким методам относятся: последовательная калибровка, предусматривающая последовательное формообразование как от центральных участков профиля к периферийным, так и наоборот; одновременная калибровка, при которой одновременно формируются все участки профиля, и многие другие. В данном расчете мы выбрали систему последовательной формовки от середины к периферии. Это позволило обеспечить получение качественных сечений на каждом этапе и упростить настройку стана. Таким образом, на первом этапе профилирования мы формировали два участка кровельной обкладки, а затем приступали к формированию следующих крайних гофр (рис. 3).
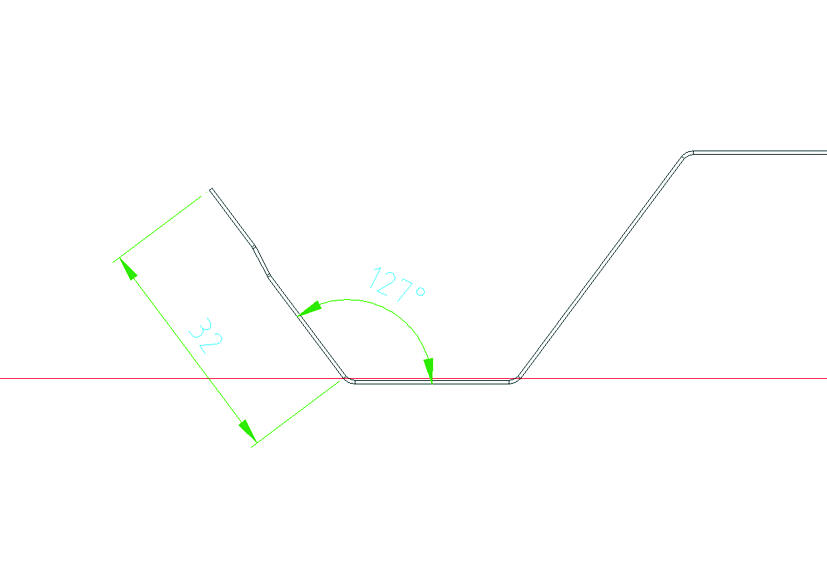
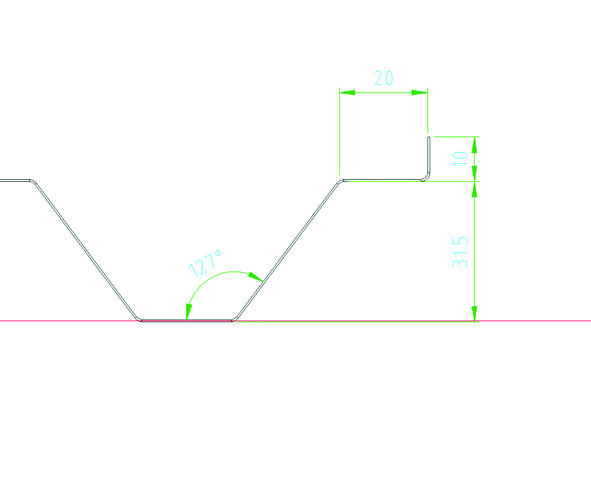
Как правило, качество получаемых крайних полок позволяет судить о работоспособности и применимости выбранной калибровки, поскольку именно в этих областях профиля часто встречаются заломы и «гофрирование». Данный этап выполнения расчетов осложнялся геометрическими размерами и формой крайних подгибаемых участков профиля (рис. 4), а также тем, что их формирование должно было осуществляться, прежде всего, за счет эджеров (холостых валков), размещенных в пространстве между основными клетями. Между тем, холостые валки предназначены, в основном, не для приложения каких-либо значительных усилий, а для стабилизации формовочного процесса. Среди причин этого — например, их малый диаметр, вызывающий локальную продольную деформацию в материале полосы, что, в свою очередь, может приводить дефектам. Поэтому при выполнении работ тщательно анализировались возможные варианты формообразования крайних элементов профиля.
|
|
Итак, с помощью программного комплекса COPRA RollForm мы смогли определить оптимальные значения углов подгибки и разработать конструкцию валков для каждой конкретной клети (рис. 5).
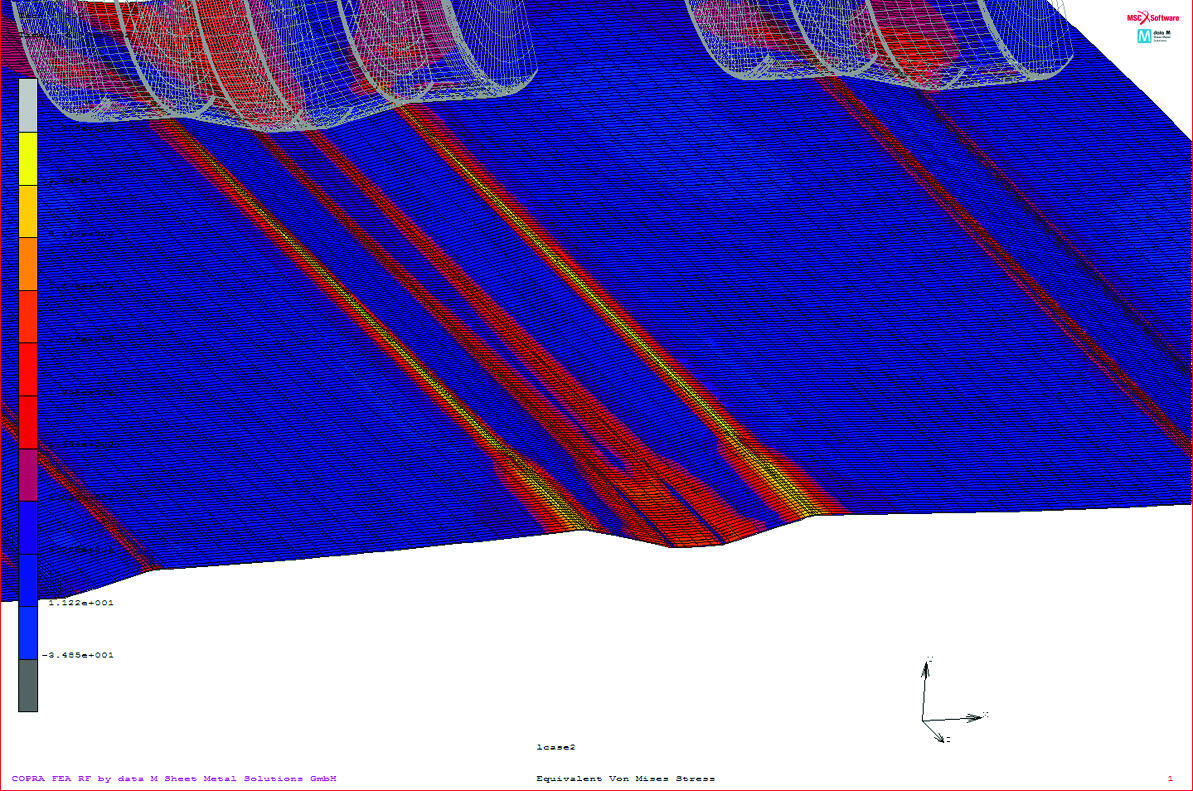
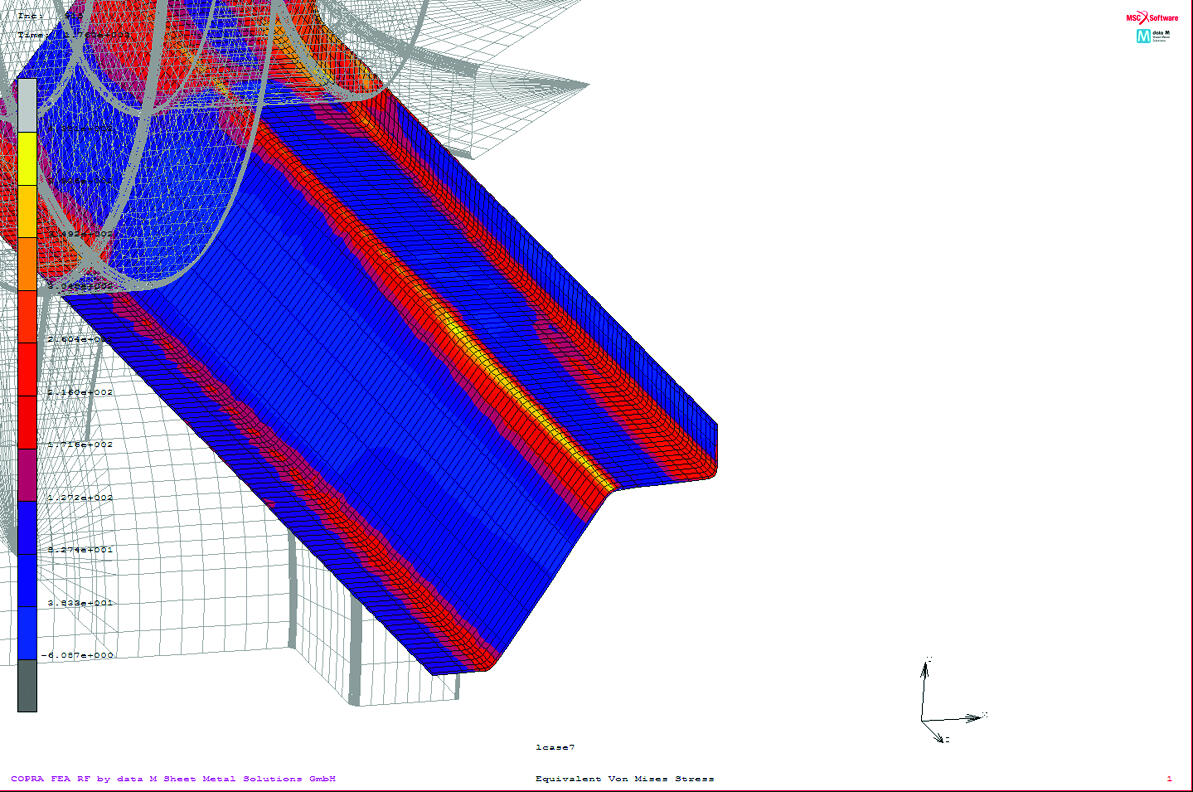
На заключительном этапе средствами специализированного программного комплекса COPRA FEA RF был проведен анализ процесса валковой формовки методом конечных элементов (МКЭ) (рис. 6−7).
|
|
Апробация показала, что рассчитанная специалистами ЗАО «СиСофт» калибровка валков для производства кровельной облицовки сэндвич-панелей позволяет получить качественный профиль и обеспечить стабильный процесс его формовки при массовом производстве (рис. 8−9).
|

|
|
|
Полученные результаты убедительно свидетельствуют, что программный комплекс COPRA RollForm является необходимым инструментом для анализа и оптимизации процесса профилирования гнутых профилей (рис. 10).
генеральный директор ООО «РоллМет Инжиниринг»
Антон Скрипкин
CSoft
Тел.: (495) 069−4488
E-mail: maximov@rollmet.com
E-mail: Skripkin@csoft.ru
Скачать статью в формате PDF — 117.0 Кбайт |


