
Главная » CADmaster №5(55) 2010 » Машиностроение Особенности моделирования возникновения трещин в отливках на примере СКМ ЛП «ПолигонСофт»
Особенности моделирования напряжений и трещин
Принято различать холодные и горячие трещины в зависимости от температурного диапазона, в котором они образуются. Многие авторы [1−3] подробно изучали и описывали механизмы образования горячих трещин, показывая, что их причиной является целый комплекс факторов: структура, интервал кристаллизации, геометрия, теплофизические свойства, затрудненная усадка. Холодные трещины (разрушение отливки при температурах ниже линии солидус) обычно рассматриваются отдельно, хотя при сравнительном анализе причин их возникновения нетрудно убедиться, что набор примерно тот же, что и у горячих трещин.
При использовании систем компьютерного моделирования литейных процессов (СКМ ЛП) в качестве средства предварительного анализа производственного процесса важно понимать, с каких позиций они (системы) прогнозируют те или иные показатели качества продукции, в том числе и разрушение. Для моделирования процессов, протекающих в отливке, СКМ ЛП используют математические модели, включающие прежде всего дифференциальные уравнения в частных производных (уравнения математической физики), которые описывают поля расчетных величин отливки и формы: скорости, температуры, фазовый состав, деформации и др. Рассматривая отливку и форму с позиций механики сплошных сред СКМ ЛП пренебрегают их молекулярным строением и предполагают, что тела заполняют пространство непрерывно. Такие характеристики тел, как плотность, напряжения, скорости
Коротко рассмотрим остальные факторы, общие для обоих типов трещин.
Геометрический фактор. Когда геометрия отливки содержит сечения разной площади, трещины могут возникать при значительном различии скорости охлаждения в разных частях отливки. Градиент скорости охлаждения возрастает при переходе от массивных к тонким частям отливки [1]. Для сплавов с протяженным интервалом кристаллизации размерный фактор становится существенным.
Теплофизические свойства. Низкие теплофизические характеристики сплава способствуют увеличению температурного градиента по сечению отливки.
Затрудненная усадка. Усадка отливки в присутствии жестких и прочных стержней, а также формы увеличивает уровень напряжений и способствует образованию трещин.
Все эти факторы могут быть учтены в СКМ ЛП, так как не противоречат принципам работы этих систем. Этого достаточно, чтобы получить корректное поле напряжений и деформаций в отливке и форме, однако недостаточно для определения возможности их разрушения. Для прогноза собственно трещин требуется использовать критерий, который будет анализировать рассчитанные напряжения или деформации и предоставлять пользователю информацию о возможном разрушении. Известно пять теорий прочности [4], которые могут быть использованы в качестве критериев образования трещин:
- теория наибольших нормальных напряжений (теория Галилея);
- теория наибольших растягивающих деформаций (теория Мариотта);
- теория наибольших касательных напряжений (теория Кулона);
- теория удельной потенциальной энергии формоизменения (теория Мизеса-Генки);
- теория предельных напряженных состояний (теория Мора).
Оптимизация технологии получения отливки «Колесо рабочее ТНД»
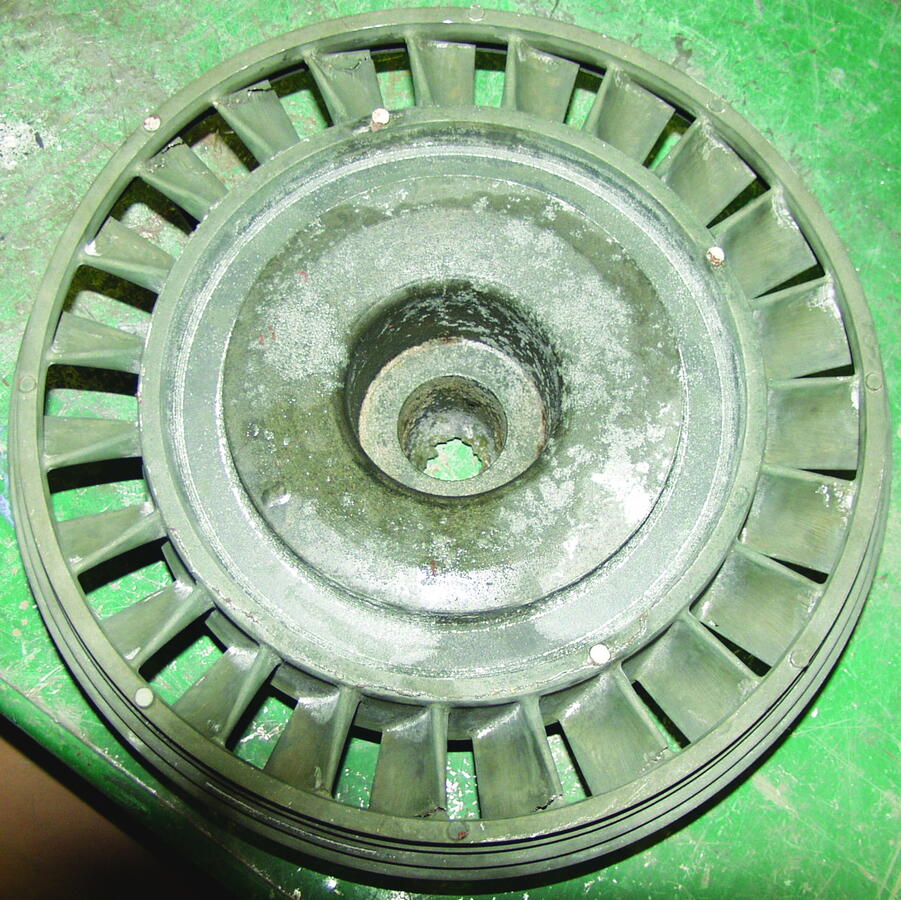
При освоении выпуска газотурбинного двигателя мощностью 1 МВт на ФГУП ММПП «Салют» была разработана технология получения отливки «Колесо рабочее ТНД» из сплава ЧС88-ВИ методом ЛВМ. Разработанная технология включала в себя изготовление керамической формы толщиной 12 мм и ее заливку в вакуумной плавильной установке с донным сливом (ВПДС-1). При производстве первых отливок наблюдался устойчивый дефект — трещины лопаток в области перехода к бандажному кольцу, которое фактически оказывалось полностью оторванным от колеса (рис. 1).
Для принятия решения об изменении технологического процесса проведено моделирование с расчетом напряженно-деформированного состояния (НДС) в специализированном модуле СКМ ЛП «ПолигонСофт» [5−6]. Модуль позволяет рассчитать напряжения, деформации и коробление в отливке на основе предварительно рассчитанных в модуле «Фурье-3D» температурных полей и заданных механических свойств. Специализированный критерий разрушения на основе теории Мизеса-Генки прогнозирует возможное возникновение трещин. Механические свойства сплава ЧС88-ВИ получены в результате комплекса испытаний по стандартным методикам в заводской лаборатории.
|

|
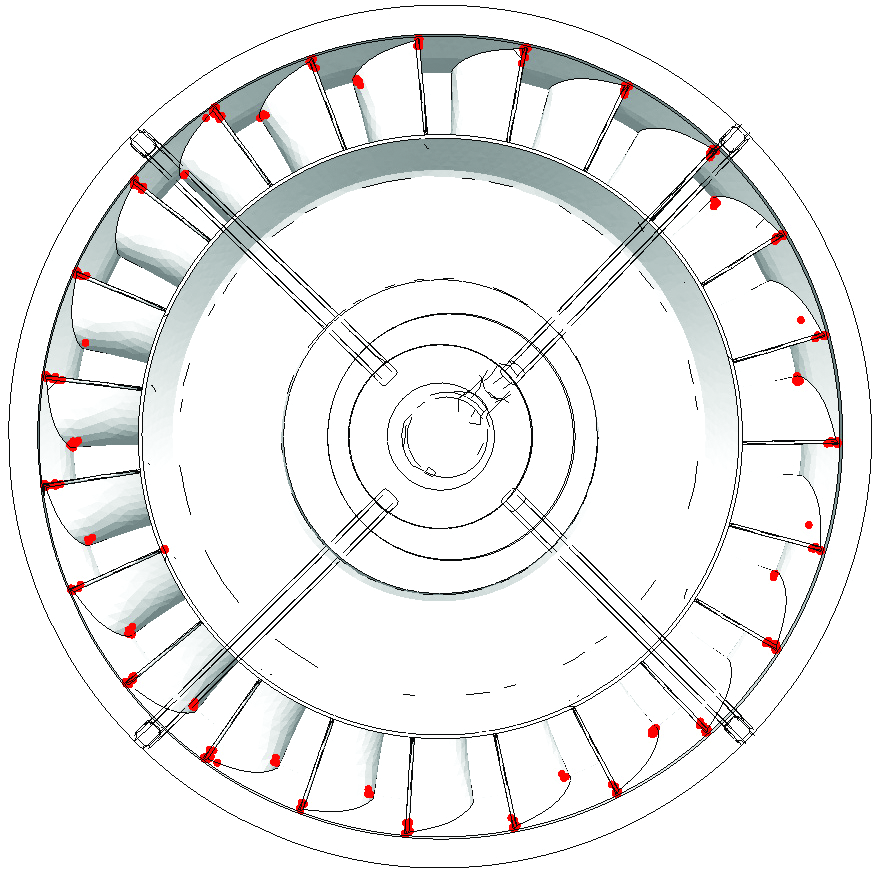
Расчет НДС подтвердил образование трещин в районе перехода от лопаток к бандажному кольцу (рис. 2а). По результатам расчета трещины начинают образовываться примерно на двухсотой секунде остывания. В это время отмечаются первые «треснувшие» узлы (не удовлетворяющие критерию разрушения) на выходных кромках лопаток в районе перехода к бандажному кольцу (отмечены на рис. 2а). Анализ температурных полей и доли жидкой фазы в период разрушения отливки позволяет квалифицировать трещины как холодные. К моменту появления первого «треснувшего» узла кристаллизация соответствующих частей отливки уже закончилась (рис. 2б, затвердевшие участки показаны как пустые), разрушение происходит в интервале температур 1030‑ 700 °C.

|
|
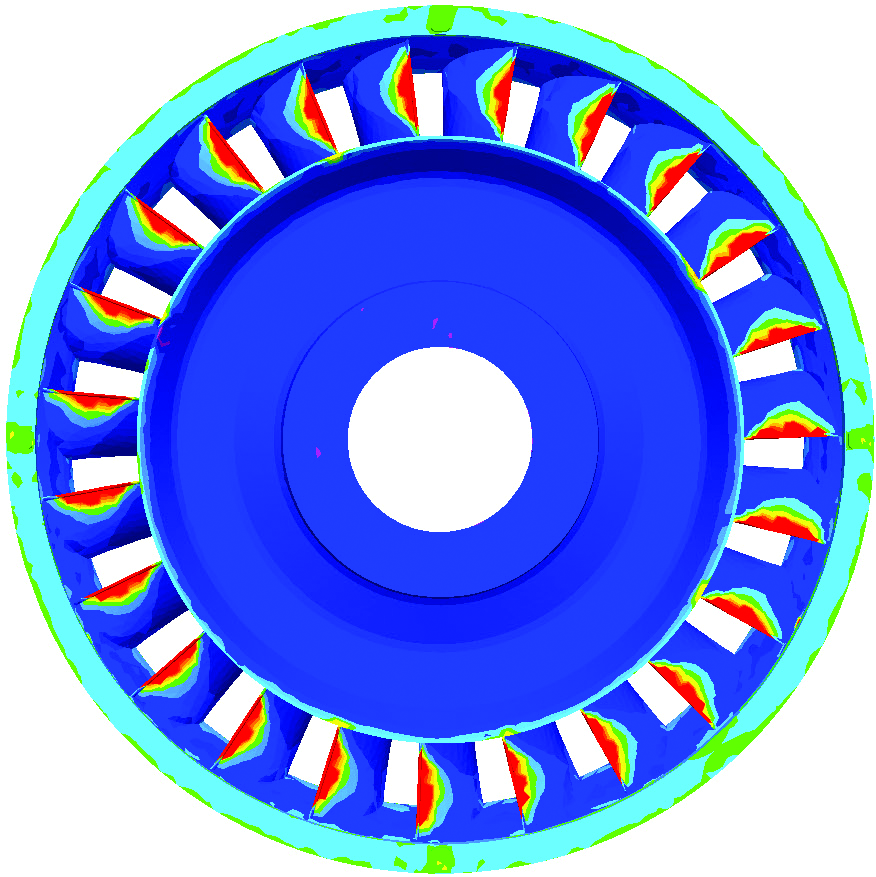
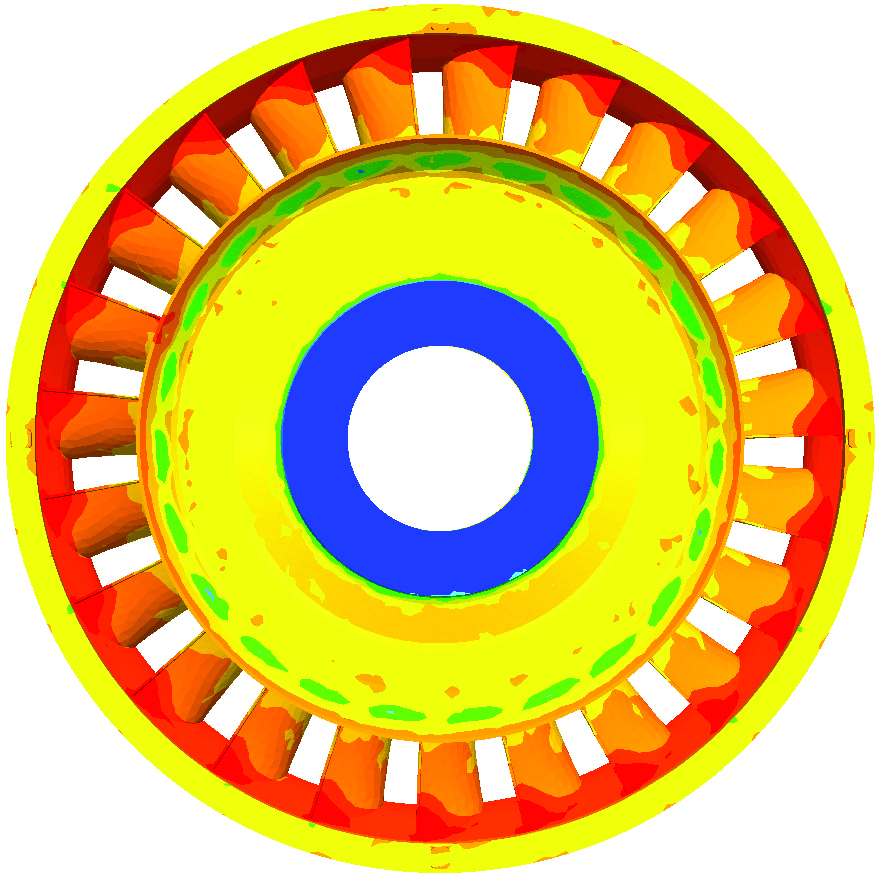
Дополнительный анализ тепловых полей выявил высокие скорости охлаждения: до 200 градусов в минуту в районе выходных кромок лопаток, то есть там, где возникали трещины (рис. 3). Это позволило предположить, что слишком быстрое охлаждение приводит к высоким температурным напряжениям, превышающим предел прочности для текущей температуры. Поскольку плавильная установка ВПДС-1 не имеет средств для осуществления контролируемого охлаждения, было принято решение о разработке новой технологии для заливки литейных блоков в плавильной установке УВП5.
Плавильная установка УВП5 используется на ФГУП «ММПП «Салют» для производства крупногабаритных отливок из никелевых жаропрочных сплавов методом ЛВМ с опорным наполнителем. Опорный наполнитель предотвращает разрушение формы при заливке и кристаллизации под напором расплава. Дополнительно он играет роль теплоизолятора (часто нежелательную), поэтому отливки остывают равномернее, чем при безопочных технологиях литья. По этой причине конструкция литейного блока была существенно изменена.
|
|
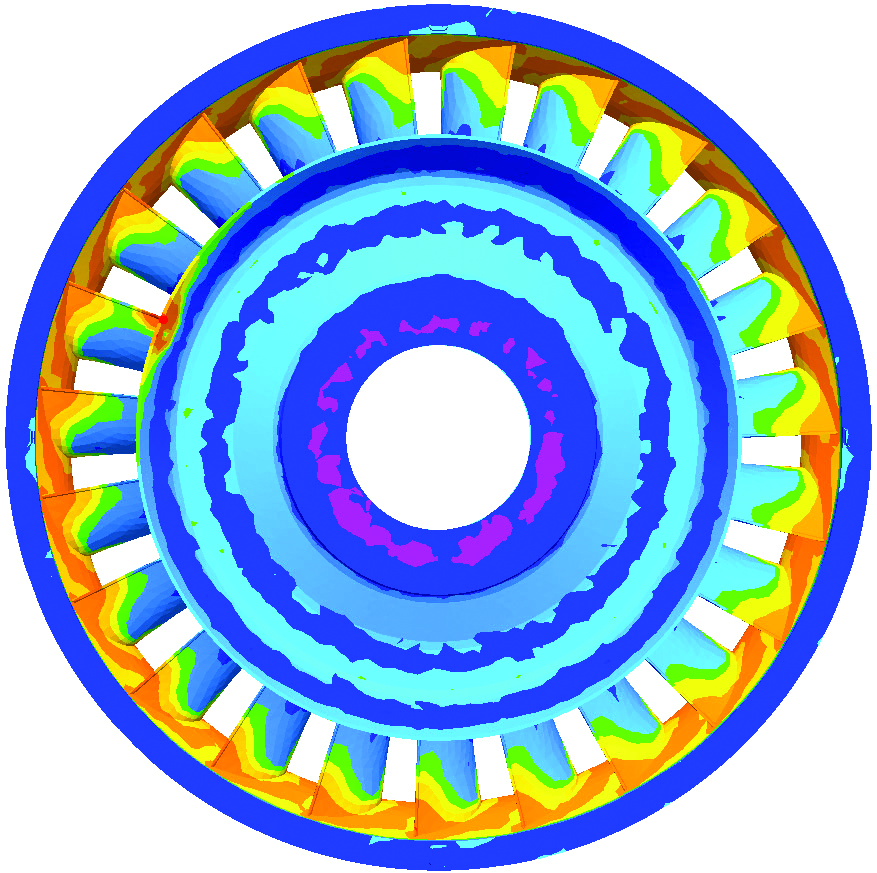
Расчет новой технологии в СКМ ЛП «ПолигонСофт» с анализом тепловых полей показал значительное снижение скоростей охлаждения. Расчет НДС новой конструкции литейного блока с учетом условий остывания в опоке с опорным наполнителем показал более низкий уровень напряжений в отливке (рис. 4) и отсутствие разрушений.
|
|
|
Заливка опытной партии отливок доказала правильность выбранного решения, новая технология внедрена в серийное производство.
Литература
- Огородникова О.М.,
Пигина Е.В. , МартыненкоС.В. Компьютерное моделирование горячих трещин в литых деталях. — Литейное производство, 2007,№ 2 , с. 27−30. - Солнцев Ю.П., Викулин
А.В. Прочность и разрушение холодостойких сталей. — М.: Металлургия, 1995. — 256 с. - Ряховский
А.П. Исследование и разработка высокопрочного технологичного литейного алюминиевого сплава для кокильного литья. Дисс. к.т.н., Москва, 1984. - Долинский Ф.В., Михайлов
М.Н. Краткий курс сопротивления материалов: Учебное пособие для машиностроит. вузов. — М.: Высш. шк., 1988. — 432 с. - Монастырский В.П.,
Александрович А.И. ,Монастырский А.В. ,Соловьев М.Б. , ТихомировМ.Д. Моделирование напряженно-деформированного состояния отливки при кристаллизации. — Литейное производство, 2007,№ 8 , с. 45−47. - Монастырский А.В.,
Смыков А.Ф. ,Панкратов В.А. , СоловьевМ.Б. Прогноз образования горячих трещин и расчет коробления отливок в СКМ ЛП «ПолигонСофт» — Литейное производство, 2009,№ 5 , с. 46−49.
CSoft
Тел.: (495) 069−4488
E-mail: avmon@csoft.ru
Андрей Смыков
«МАТИ"-РГТУ им. К.Э. Циолковского
Скачать статью в формате PDF — 258.8 Кбайт |


