
Главная » CADmaster №1(51) 2010 » Машиностроение TechnologiCS — гибкий инструмент реализации производственного учета
Создание автоматизированной системы производственного учета — важнейшее условие обеспечения эффективного управления предприятием. Такая система, используя обоснованные, полные, достоверные и своевременно поступающие данные, должна обеспечить рачительное использование ресурсов предприятия. Особенно актуальной эта задача стала для предприятий машиностроительной сферы, для которых характерны сложность выпускаемой продукции, состоящей из многочисленных деталей и узлов, и наличие (иногда сложного) маршрута их обработки и сборки. При этом предприятия имеют разные типы производства — от единичного до крупносерийного и массового. В последнее время все отчетливее заметен процесс специализации машиностроительных предприятий — возрастает удельный вес покупных изделий и приобретаемых на стороне полуфабрикатов, что, безусловно, требует индивидуального подхода к системе учета затрат и определению себестоимости продукции.

|

|
В этой статье мы сделаем акцент только на производственном учете, оставив тему учета затрат и расчета себестоимости для следующих публикаций.
Основными задачами производственного учета являются:
- определение фактического объема выпускаемой продукции, ее ассортимента и качества и осуществление контроля выполнения планов по этим показателям;
- исчисление всех фактических затрат на производство, себестоимости единицы вырабатываемой продукции для определения отклонений от плановых затрат;
- выявление внутренних резервов предприятия для дальнейшего снижения материальных, трудовых и денежных затрат на единицу продукции.
Автоматизированная система -новая жизнь
Приходит человек в патентное бюро с большим ящиком:
- Я изобрел автомат для бритья!
- И как он работает? — Клиент опускает монетку, засовывает голову в отверстие и шесть лезвий начинают его брить.
- Позвольте, но ведь у каждого индивидуальное строение лица?
- Да, но это только в первый раз.
Анекдот
В статье «TechnologiCS: опыт внедрения в ЗАО «ВолгАэро» мы рассказали об особенностях использования системы TechnologiCS в ЗАО «ВолгАэро». Продолжая начатую тему, поговорим сегодня о реализации производственного учета в системе TechnologiCS на двух предприятиях, которые отличаются как производимой продукцией, так и идеологией организации производственного процесса.
Но прежде хотелось бы сказать несколько слов о внедрении как о весьма сложном и рискованном процессе. Создание информационных систем корпоративного класса, как правило, подразумевает реинжиниринг бизнес-процессов организации, то есть — без преувеличения можно сказать — революцию. Внедрение TechnologiCS в этом смысле не исключение, хотя продукт и не затрагивает финансово-экономический блок.
При внедрении корпоративной информационной системы бизнес-процессы предприятия (с разной степенью успеха) приводят в соответствие с бизнеслогикой, реализованной в выбранной информационной системе. Такой подход, будучи верным по сути, становится весьма затратным из-за объективных обстоятельств:
- устоявшаяся практика ведения бизнеса;
- неготовность персонала к нововведениям;
- ограниченность ресурсов предприятия (человеческих, временных, денежных).
В такой ситуации большое значение приобретают гибкость программного обеспечения, а также компетенция и мотивация группы внедрения, то есть коллектива специалистов предприятия и компании-консультанта.
С другой стороны, гибкость системы, дающая возможность полностью продублировать существующие процессы производственного учета, во-первых, делает внедрение дорогостоящим, а управление проектом трудоемким и рискованным; во-вторых, стремление автоматизировать все нужные и ненужные процессы (угодить каждому пользователю) доводит идею создания логически стройной системы до абсурда. Случается, что, автоматизируя сложившийся процесс как он есть, получают, извините, автоматизированный бардак.
Особенности и различия предприятий
При внедрении системы TechnologiCS на любом предприятии компания CSoft стремится максимально учесть особенности организационной структуры и уже сложившихся бизнес-процессов. Поэтому для двух представленных в этой статье предприятий выбор путей автоматизации производственного учета был обусловлен спецификой существующих у них производств. Еще на этапе подготовки к проекту со специалистами предприятия подробно обсуждались тонкости реализации тех или иных характерных моментов работы производственных служб.
Последние зачастую получают информацию из конструкторско-технологических подразделений на бумажных носителях либо в сильно урезанном виде из систем финансово-экономического или бухгалтерского направления. Это значительно затрудняет возможность ее полноценного использования при планировании и учете производства.
О ЗАО «ВолгАэро» и процессе внедрения на нем системы TechnologiCS было подробно рассказано в статье, упомянутой выше. Напомним лишь, что основной задачей совместного французскороссийского предприятия является выполнение заказов на обработку высокотехнологичных деталей авиадвигателей.
ОАО «Русская Механика» — второе предприятие, о котором пойдет речь в статье, — на сегодня является единственным отечественным производителем серийных снегоходов «Буран» и «Тайга».
Рассмотрим различия выбранных нами предприятий по следующим критериям:
- тип производства;
- требования к качеству продукции;
- дискретность учета деталей и сборочных единиц (ДСЕ) в производстве.
Тип производства (серийность продукции)
Кардинальные отличия этих предприятий обусловлены, прежде всего, выпускаемой ими продукцией. Тип производства ЗАО «ВолгАэро» — мелкосерийный, близкий к единичному. В то же время ОАО «Русская Механика» производит изделия достаточно крупными сериями. Месячный объем производимой продукции, как и ее тип, определяется здесь отделом маркетинга предприятия на основе исследований рынка, то есть не зависит напрямую от портфеля заказов.
Требования к качеству продукции
При том что оба предприятия стремятся максимально удовлетворять потребности своих потребителей как в отношении функциональных возможностей производимой продукции, так и в отношении ее качества, контроль качества продукции и его доля в конечной стоимости продукта на предприятиях значительно различаются.
ЗАО «ВолгАэро» является предприятием авиадвигателестроительного комплекса. Производимая им продукция имеет большое количество особо ответственных параметров. Для ЗАО «ВолгАэро» качество продукции и отсутствие производственного брака является критически важной характеристикой конечного продукта, поэтому методы контроля качества и применяемое здесь оборудование весьма дорогостоящи.
ОАО «Русская Механика» сосредотачивает внимание не на выявлении брака, а на его предупреждении, на тщательном контроле производственного процесса. Целью в данном случае является выпуск качественной продукции по умеренной цене. ОАО «Русская Механика» является классическим примером предприятия общего машиностроения.
Дискретность учета ДСЕ в производстве. Прослеживаемость
Термин «прослеживаемость» происходит от английского термина «traceability» и применяется, в основном, при производстве номерных ДСЕ, как это делается, например, в авиации. Там на всех деталях и сборочных единицах, как правило, имеется информация о том, кто, когда и на каком станке изготовил конкретную деталь, об индивидуальном номере, сертификатах на материал и комплектующие, аттестованных технологических процессах
Для предприятия общего машиностроения, каковым является ОАО «Русская механика», такая скрупулезность избыточна. Главное — обеспечить производство комплектующими, минимизировать «незавершенку», поддерживая заданный уровень качества продукции и темп производства. Все изготовленные в разное время ДСЕ с одним обозначением абсолютно идентичны с точки зрения системы учета при условии отсутствия брака и изменений технической документации.
Теперь перейдем к описанию реализации производственного учета на двух упомянутых предприятиях.
Схема производственного учета в ЗАО «ВолгАэро»
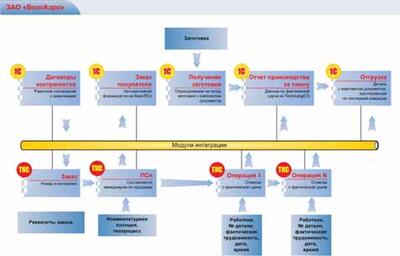
Процесс формирования производственной программы и плана для производственных подразделений полностью исключает обезличивание продукции, начиная с момента получения заготовки и вплоть до печати сопроводительной документации. То есть запуск одной и той же номенклатурной позиции для разных заказчиков не допускает возможности смешивания их в процессе производства. В рамках существующего договора с заказчиком на предприятие поступают отдельные заказы, в которых указываются количество и срок изготовления определенного вида изделий. Такая схема распространена на многих предприятиях, выпускающих литерную продукцию.
Итак, процедура производственного учета на ЗАО «ВолгАэро» начинается с момента получения предприятием заготовки (реже — материала) с соответствующей сопроводительной документацией. Номер заготовки заносится в систему Technologies менеджером по продажам. Номер производственной спецификации (ПСп) составлен из кода заказчика, изделия и номера сопроводительной карты, который генерируется системой Technologies автоматически в порядке возрастания.
Менеджер по продажам указывает, что и когда должно быть изготовлено. Алгоритм выбора версии технологического процесса на предприятии автоматизирован, так как деталь или сборочная единица может быть изготовлена на предприятии только согласно технологическому процессу, утвержденному в рамках ОКПИ (отчета по контролю первого изделия), аналогичного французскому DVI (Dossier de validation industrielle).

|
|
|
|
Многое из того, что на этапе согласования проекта внедрения планировалось к выполнению, оказалось невостребованным ввиду объективных причин, одной из которых стало изменение бизнес-логики учета производства продукции и исключение ненужных процессов. Так случилось, например, с ролью менеджера по планированию в цепочке производственного учета, и теперь его функции система выполняет автоматически.
После того как менеджер по продажам присвоит ПСп статус «В производстве», содержащиеся в ней данные появляются на закладках производственных модулей системы TechnologiCS.
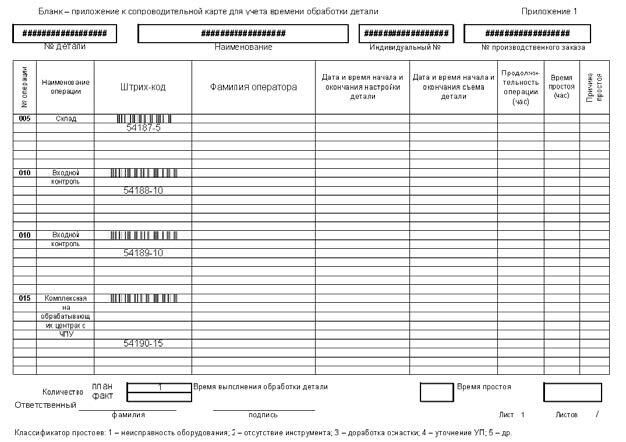
Плановик линии на основании данных из ПСп формирует пооперационный план для своей линии (участка) и печатает сопроводительную карту (СК). Затем связывает номер заготовки с номером сопроводительной карты и с индивидуальным номером готового изделия, если они различны. Деталь движется по маршруту вместе с приложенной к ней СК, в которой работник, выполнивший операцию, указывает параметры изготовления и расписывается.
Изначально задумывалось, что данные по фактическому изготовлению будет заносить в систему TechnologiCS сам работник, выполнивший данную операцию, но из-за организационных проблем (недоверие к операторам оборудования, отсутствие компьютеров на их рабочих местах и пр.) реализация этой схемы была отложена, хотя осуществить ее не составляет большого труда.
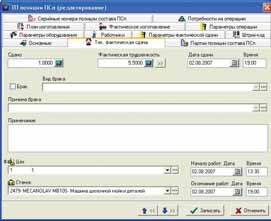
В сопроводительной документации каждой позиции плана (операции, назначенной к выполнению) присваивается свой уникальный код. При помощи сканера штрих-кода специально назначенный оператор ЭВМ оформляет по этому коду фактическую сдачу. Также с помощью сканера можно позиционироваться на нужную ПСп, деталь или операцию.
Из вышесказанного следует, что на предприятии реализован пооперационный учет. Вся информация в TechnologiCS по учету деталей в производстве ведется в модуле «Производство». В этом же модуле формируется вся отчетность по выполнению производственной программы: план-факт на месяц, отчет о выпуске продукции за месяц
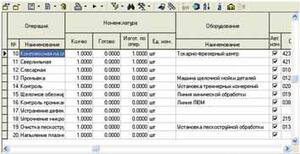
Принцип прослеживания основан на том, что операции на предприятии всегда выполняются последовательно. Порядок их следования никогда не нарушается. Поэтому определить местоположение детали в определенный момент времени можно следующим образом. В графе «Кол-во» указывается планируемое к изготовлению количество деталей, в графе «Изгот. по опер.» — количество деталей, изготовленных на данной операции, в графе «Готово» — количество деталей, изготовленных на последней операции технологического процесса, то есть окончательно готовых. На представленном рисунке видно, что деталь изготавливается на операции
Номер операции является внутрисистемным, а не технологическим (он на рисунке скрыт) и фиксирует лишь порядок следования. В данном случае не требуется дублировать в системе складского учета TechnologiCS внутризаводские перемещения деталей. Все же остальные движения ТМЦ ведутся в системе 1С: Предприятие.
Несмотря на кажущуюся жесткость подобного подхода, сохранилась возможность оформлять выполнение операции на линии, отличной от указанной в технологическом процессе, а также пропускать выполнение отдельных операций.
Трудоемкость проставляется фактическая, так как плановое штучное время имеется не во всех технологических процессах, они большей частью не отработаны. Идет постоянное повышение производительности труда и, следовательно, уменьшение штучного времени и времени подготовительно-заключительного (на наладку). Производительность повышается за счет того, что работники осваивают оборудование, сокращается время на наладку, оптимизируются программы для станков с ЧПУ, написанные в материнской компании для аналогичного оборудования. В связи с этим и система оплаты труда работников повременная.
Модули складского учета в системе TechnologiCS не используются. Весь складской учет ведется в системе 1С: Предприятие, в которую информация из TechnologiCS поступает с помощью модулей интеграции, использующих функции API обеих систем.
Схема производственного учета в ОАО «Русская Механика»
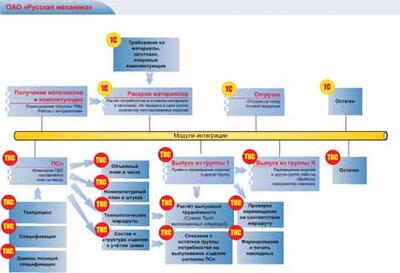
Как отмечалось выше, на ОАО «Русская Механика» тип производства — крупносерийный, характеризующийся большим коэффициентом закрепления операций. План предприятия формируется на месяц, с еженедельной корректировкой (уточнением). Еще одним ключевым моментом схемы планирования ОАО «Русская Механика» является наличие сборочных единиц с большим количеством возможных замен, которые действуют только для конкретной сборочной единицы. Поэтому в процессе формирования номенклатурного плана, кроме разузлования изготавливаемого изделия, важно наличие механизма простановки замен ДСЕ, что позволяет сформировать потребность в ДСЕ, которые впоследствии будут списаны при выпуске изделия из группы (участка).
Замены могут быть временными, обусловленными выпуском ВТИ (временное техническое извещение), в этом случае для замены указывается период действия и система Technologies производит замену автоматически, если начало сборки узла попадает в указанный период. Остальные замены либо не проводятся, и изготовление идет по основному составу, либо сотрудник планово-технического отдела (ПДО) проводит их по каждой позиции отдельно — так сказать, вручную.
Производственный план на месяц формируется в двух видах: номенклатурный план и объемный. Номенклатурный план — перечень номенклатур -ных позиций, которые следует изготовить за определенный период, с указанием дат запуска/выпуска. Объемный план показывает трудоемкость, которую должны выполнить цех или группа (участок) за определенный промежуток времени. При этом на предприятии исторически принято допущение: плановая трудоемкость и та, что фактически затрачена на выполнение технологической операции, равны.
Производственный учет на ОАО «Русская Механика» реализован в системе Technologies с помощью модулей складского учета. Производственные модули в Technologies не используются.
В начале внедрения производственного учета заказчиком было высказано требование: сделать работу пользователей максимально простой и максимально автоматизировать их действия. Оформление фактического изготовления и движения ТМЦ по производственным подразделениям предприятия выполняется неквалифицированным (с точки зрения ИТ) персоналом, и потому необходимо было исключить возможность некорректного ввода данных. Это стало едва ли не определяющим условием при внедрении автоматизированной системы учета. Вся логика реализации учета должна была по возможности максимально использовать алгоритм, реализованный в существующей на предприятии системе АСУП.
Вызвано это тем, что внедрение предложенных нами схем производственного учета потребовало бы больших затрат на переобучение или замены производственного персонала, а главное — повлекло бы за собой изменение существующих бизнес-процессов. То, что является стандартной практикой при внедрении системы в обычных условиях, в нашем случае не прошло. Заказчик был тверд: «Вы сюда пришли не для того чтобы революцию делать!» Кто был прав, а кто нет — рассудит время.
Таким образом, для пользователя в цеховой учетной точке (группе) работа почти не изменилась, за исключением замены текстового интерфейса MS-DOS на графический интерфейс Windows. А вот что касается пользователей в ПДО и руководителей складских подразделений, то для них рабочий процесс изменился значительно.
Итак, как уже отмечалось, весь производственный учет реализован с помощью складского учета двух систем — Technologies и 1С: Предприятие. Принцип разделения функций схож с разделением, принятым в ЗАО «ВолгАэро»: все движения ТМЦ внутри предприятия поддерживает Technologies, все перемещения вовне и извне — 1С.
Принятая на предприятии система учета описывала только межцеховые передачи. В Technologies он был детализирован до межгруппового учета. Алгоритм реализации получился следующий. Фиксация фактической сдачи осуществляется не по выполнении операции, как на ЗАО «ВолгАэро», а при передаче номенклатуры из одной группы в другую (внутри одного цеха, между цехами либо на сторону, если операция выполняется на предприятии-смежнике по кооперации), то есть при перемещении между учетными точками.
При этом, если перемещалась деталь, то система анализирует загруженную в актуальную производственную спецификацию версию технологического процесса этой детали. Если такая передача в технологическом процессе встречается один раз, система перемещает деталь и добавляет трудоемкость выполненных по технологическому процессу операций в данной группе к выполненной трудоемкости группы. Если передача из группы А в группу В по маршруту встречается два и более раз, система запрашивает пользователя, оформляющего перемещение, какую из передач совершить. При этом в остатках группы детали разной степени обработки на разных заходах в группу не перемешиваются благодаря разным учетным карточкам, на которые они приходуются и с которых расходуются из группы. Таким же образом реализовано движение деталей не по маршруту, когда передача из группы А в группу В не встречается по технологическому процессу вовсе. При этом, правда, группе не добавляется трудоемкость. Затем автоматически формируется заполненный бланк накладной, которая выводится на печать.
При передаче сборочной единицы кроме трудоемкости система автоматически списывает с группы комплектующие, необходимые для изготовления этой сборки по разузлованию в ПСп и по технологическому процессу. Если между разузлованием, выполненным по активным версиям спецификаций, и технологическим процессом имеются несоответствия, система списывает совпадающие позиции по техпроцессу, а отличающиеся по разузлованию.
Таким образом, выполняя оформление передачи номенклатурной позиции, работник учетной точки провоцирует в системе Technologies расчет выполнения номенклатурного и объемного плана для данной группы (изготовление номенклатурных позиций и выработанную трудоемкость), учитывает и списывает комплектующие и сами изготавливаемые позиции плана.
Все это дает возможность в реальном времени сверять плановые и фактические показатели в системе Technologies. Работники различных служб предприятия могут пользоваться отчетами, которые в различных разрезах в реальном времени позволяют контролировать ход выполнения производственных планов. Благодаря развитым возможностям программного доступа к данным системы Technologies по определенному регламенту вся информация передается в систему 1С: Предприятие для расчета заработной платы, отчислений
Заключение
Рассмотренные в нашей статье два варианта решения задачи автоматизации производственного учета на базе Technologies ни в коей мере не являются эталонными. На любом другом предприятии, даже с похожим производством, решать эту задачу можно, а может быть даже и нужно, другими способами. Благо Technologies позволяет делать это с помощью достаточно гибких модулей «Производство» и «Склад». Нашей целью было лишь поделиться опытом использования этой гибкости в решении конкретных задач производственного учета.
Андрей Травин
CSoft Ярославль
Тел.: (4852) 42−7044
E-mail: krasavin@csoft.yar.ru
travin@csoft.yar.ru
Скачать статью в формате PDF — 299.4 Кбайт |


