
Главная » CADmaster №4(39) 2007 » Машиностроение Учет использования номерного инструмента в производстве с применением системы TechnologiCS
Эта статья является продолжением серии публикаций, посвященных примерам использования информационной системы TechnologiCS для решения различного рода практических задач. На сей раз речь пойдет об учете дорогостоящего (номерного) инструмента и контроле его использования в производстве.
Оборудование, приспособления и инструмент практически для всех технологических переделов и способов обработки представлены на рынке весьма широко.
Помимо стандартного отечественного или импортного инструмента, который можно свободно приобрести, множество фирм и организаций предлагает свои услуги по производству специализированного инструмента, пресс-форм
В то же время, поскольку хороший инструмент, не говоря уже об уникальных специализированных приспособлениях или, например, штамповой оснастке, совсем не дешев, многие руководители уделяют всё больше внимания в том числе и контролю за его использованием. Причем интересуются не только наличием и местоположением, но и более детальными показателями. Например, текущей наработкой конкретного экземпляра инструмента (оснастки), историей его использования
В последнее время не раз задавались вопросы о том, можно ли с помощью системы TechnologiCS организовать на предприятии учет наличия и использования дорогостоящего (номерного) инструмента. Спрашивали об этом представители и крупных заводов, и небольших производственных фирм. В ответ мы подготовили пример, который иллюстрирует возможности применения TechnologiCS с точки зрения отслеживания, если можно так выразиться, «жизненного цикла» инструмента, используемого на предприятии. Краткое описание этого примера и приводится далее.
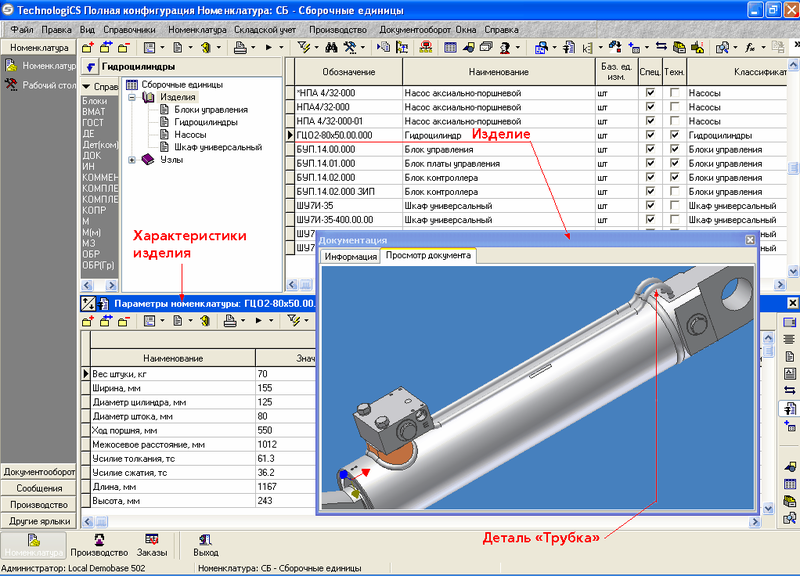
Проблема рассматривается в комплексе. Какие инструмент и оснастка будут использованы для изготовления тех или иных деталей определяется на этапе конструкторско-технологической подготовки производства (проработки заказа). В демонстрационной базе данных TechnologiCS, предназначенной для ознакомления с возможностями программы, имеется уже готовый пример изделия «Гидроцилиндр», в состав которого среди прочих входит деталь «Трубка» (рис. 1).
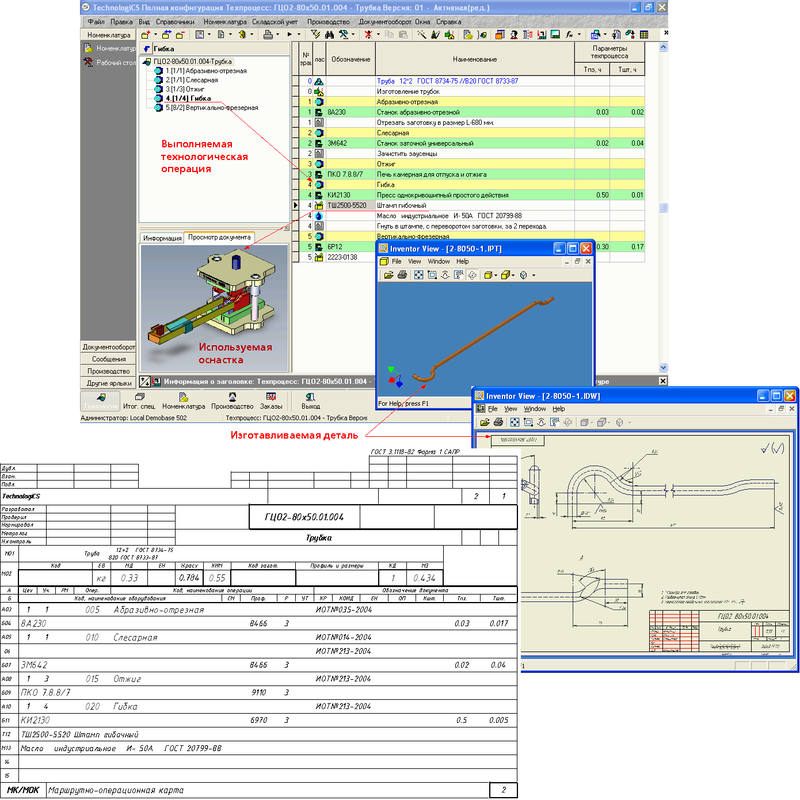
Для получения нужной формы трубка гнется в обычном прессе с применением специализированной оснастки — штампа, что указывается в технологическом процессе детали (рис. 2) и отражается в соответствующей документации.
При подготовке производственной программы планируется запуск в производство необходимого количества деталей (в том числе рассматриваемых трубок) и открываются соответствующие производственные заказы. На рис. 3 представлен фрагмент плана цеха с указанием ресурсов, необходимых для изготовления деталей.
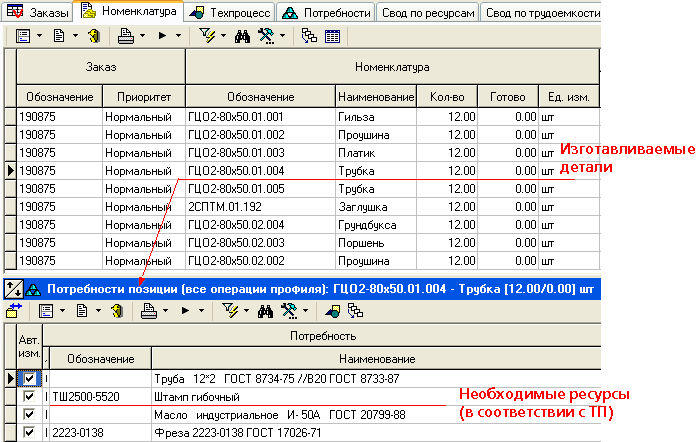
Из рисунка видно, что в соответствии с техпроцессом для изготовления деталей ГЦО2−80×50.01.004 Трубка необходим гибочный штамп ТШ2500−5520. Используя специальный режим работы с программой, который называется Остатки, можно узнать, что в настоящий момент на предприятии имеется три соответствующих штампа (рис. 4).
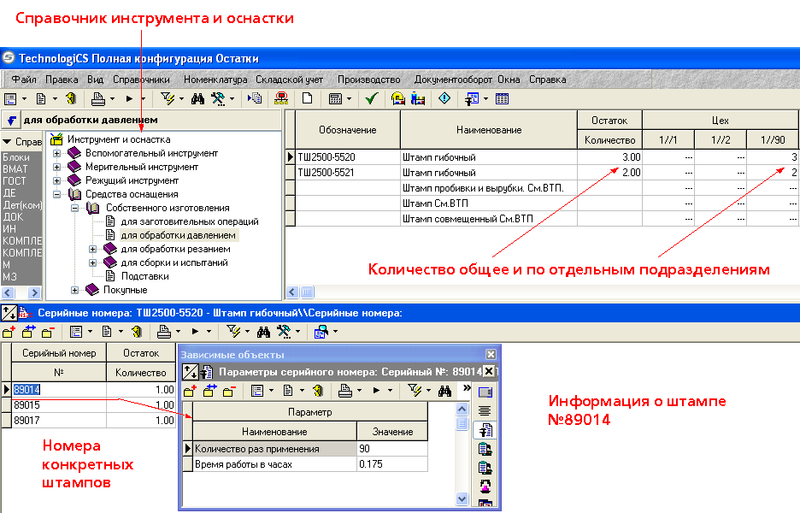
Как видно из приведенной иллюстрации, все они в настоящий момент находятся в подразделении 1/90 (в нашем примере это ИРК цеха номер 1). С помощью панелей с дополнительной информацией можно сразу же получить данные по конкретным серийным номерам штампов и их индивидуальные характеристики (в данном случае — сколько раз они применялись).
Выдачу инструмента производит кладовщик ИРК. Его рабочее место оснащено компьютером, подключенным к заводской сети, и программным обеспечением TechnologiCS. В режиме работы со своей электронной картотекой кладовщик может видеть на экране в удобном структурированном виде всю необходимую информацию:
- наличие инструмента и оснастки различных наименований;
- текущее количество по каждому наименованию — общее либо отдельно по номерам (или по партиям);
- полную историю движения (поступление/выдача/прием/списание
и т.д.) по каждой позиции; - параметры конкретных экземпляров инструмента и оснастки.
Для автоматизации ввода данных о выдаче, перемещении и использовании инструмента можно использовать обычный механизм штрихового кодирования. С точки зрения пользователя процесс работы с программой получается в таком случае предельно простым. Кроме того, очень сильно снижается вероятность непреднамеренной ошибки. Остается вопрос, куда и каким образом штрих-код поместить. Наносить на само средство оснащения — неудобно. Во-первых, инструмент или приспособление может подвергаться регулярным механическим и тепловым воздействиям, загрязнению

Для примера мы изготовили несколько таких бирок. На основу, вырезанную из нержавеющей стали, с помощью обычного бытового скотча наклеен распечатанный на простом принтере ярлык с указанием обозначения штампа, его номера и штрих-кода. Получилось очень надежно и практично.
Таким образом, при выдаче оснастки из ИРК кладовщик:
- определяет по картотеке, какие именно штампы (номера) имеются в наличии, какой из них он собирается выдать — и берет его бирку;
- на своем компьютере запускает нажатием одной «горячей клавиши» или через меню специальную пользовательскую функцию Выдать инструмент (рис. 6);
- с помощью сканера считывает штрих-код с бирки;
- с заранее подготовленного и распечатанного списка работников участка (цеха) тем же сканером считывает штрих-код напротив фамилии специалиста, которому выдается штамп.
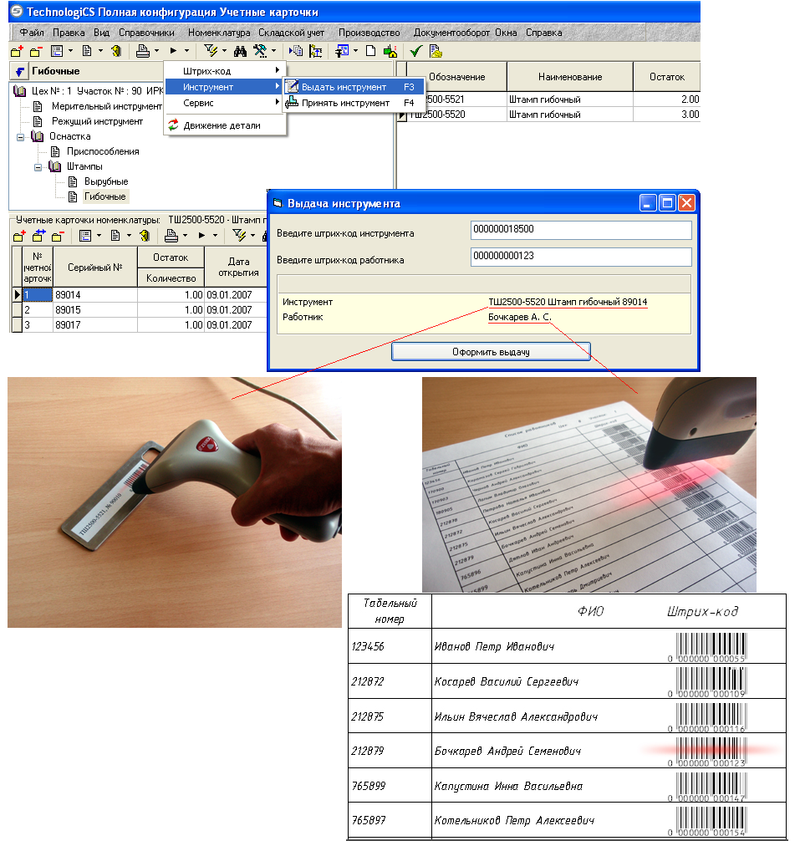
Как видите, процедура настолько проста, что после совсем небольшой тренировки она вполне под силу даже человеку с весьма скромным опытом общения с компьютерами. Дальше нужно просто убедиться в правильности высветившейся на экране информации (обозначение и номер штампа, фамилия работника) и нажать кнопку Оформить выдачу. При этом в системе автоматически создается и заполняется учетный электронный документ, отражающий факт выдачи конкретного инструмента с соответствующим серийным номером со склада и передачи его под отчет выбранному работнику. С точки зрения программы это означает, что данная позиция больше не числится в кладовой, а находится у конкретного специалиста, что в соответствующих режимах можно увидеть на экране. Физически — кладовщик отдает работнику бирку, после чего тот может забирать штамп с указанным на ней номером.
В цехе система TechnologiCS используется в том числе и для контроля реального состояния работ. Как уже было показано в предыдущих публикациях (которые можно найти, например, на сайте www.technologics.ru), для автоматизации занесения информации о фактически выполненных технологических операциях также можно использовать штрих-коды, которые указываются в сопроводительной документации. При этом для ввода в систему данных о текущем состоянии изготовления партии деталей инженер ПРБ (мастер, контролер) просто считывает с сопроводительной карты (рис. 7) код выполненной операции и аналогично тому, как было показано выше, — код работника (в данном случае рабочего, выполнявшего операцию).
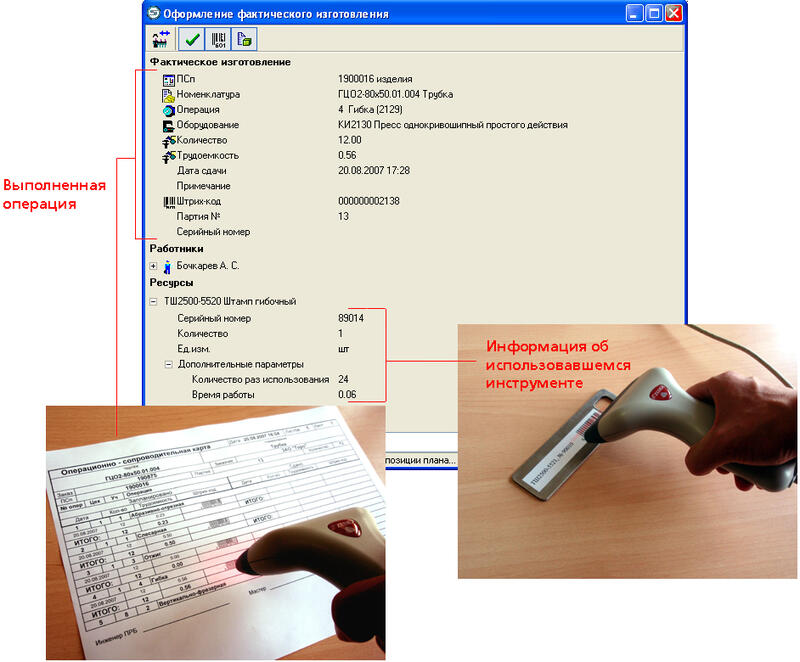
Если при выполнении операции использовался номерной инструмент, работу которого необходимо учесть, то для решения этой задачи понадобится дополнительно выполнить всего лишь одно несложное действие: при оформлении, как показано на рисунке, сдачи соответствующей операции взять бирку использовавшегося средства оснащения и считать с нее сканером штрих-код. То есть, возвращаясь к нашему примеру (рис. 7), в базу данных TechnologiCS автоматически поступит информация о том, что при выполнении операции «Гибка» в процессе изготовления деталей ГЦО2−80×50.01.004 Трубка в количестве 12 штук для заказа 1900016 использовался штамп ТШ2500−5520 номер 89014. Параметры Время работы и Количество раз использования в данном случае рассчитываются программой исходя из заданных в технологическом процессе значений для выполнения одной операции и количества сданных деталей. В дальнейшем указанная информация может, с одной стороны, пригодиться в задачах управления качеством (полная история изготовления партии деталей — в том числе с указанием, какая именно при этом использовалась оснастка), с другой — использоваться при расчете суммарной наработки штампа, что мы и увидим чуть ниже.
По выполнении запланированных работ инструмент (оснастка) возвращается в кладовую. Порядок оформления этой операции в учетной системе также очень прост. Работник приносит кладовщику бирку от сдаваемой оснастки. Последний одним нажатием клавиши запускает на своем компьютере функцию Принять инструмент после чего считывает штрих-код с бирки и штрих-код работника из списка (рис. 8). Проверяет правильность высветившихся номера штампа и фамилии рабочего и нажимает кнопку Оформить сдачу.
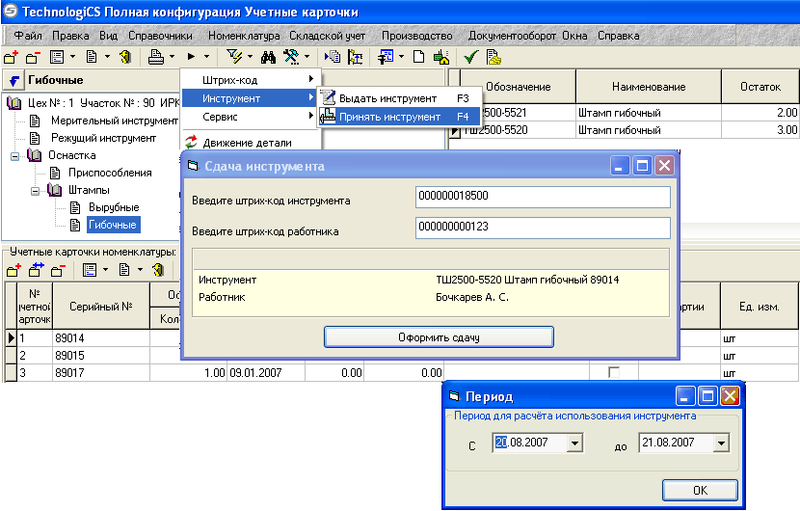
Далее программа, используя данные, поступившие из производства, автоматически подчитывает суммарную наработку конкретного инструмента за выбранный период времени (по умолчанию — с момента последней выдачи работнику и до текущего момента) и соответствующим образом корректирует значения параметров (количество раз использования и время работы) в его электронной карточке.
Теперь воспользуемся режимом Остатки чтобы получить информацию о рассматриваемом средстве оснащения (рис. 9).
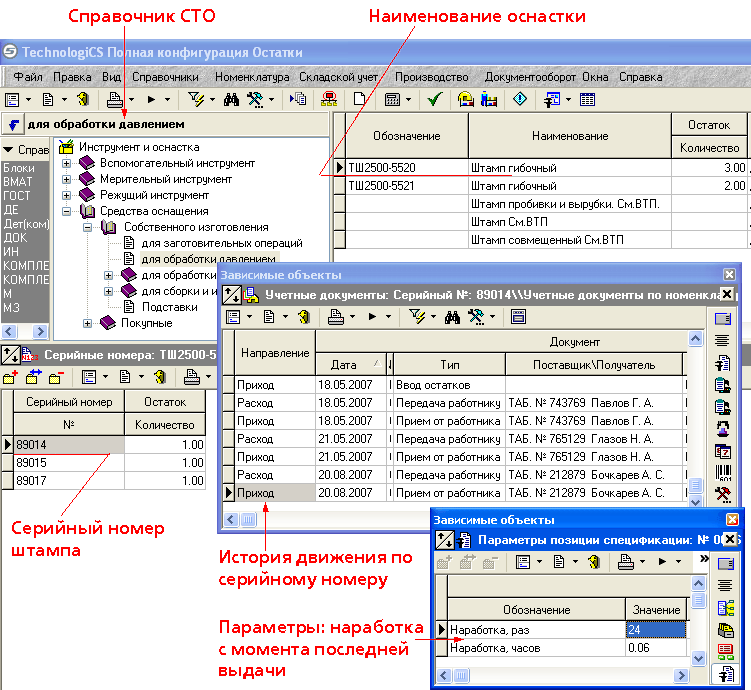
Как видно из рисунка, в настоящий момент в кладовой снова числится три штампа типа ТШ2500−5520. Открыв историю штампа
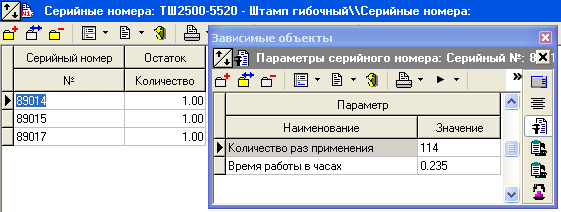
Как видите, если теперь сравнить информацию учетной системы об использовании штампа
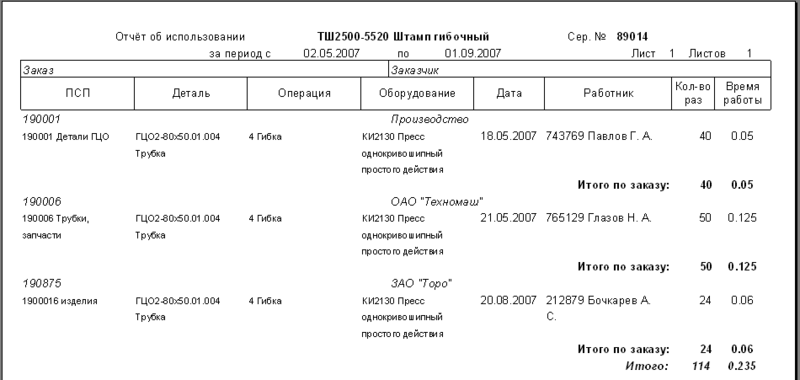
Таким образом, с помощью системы мы можем получить на экране или в виде распечатанного документа детальный отчет об использовании интересующего экземпляра оснастки (рис. 11).
В заключение еще раз отметим основные моменты представленного примера организации работы с использованием ИС TechnologiCS:
- вся информация о номенклатуре применяемых на предприятии средств технологического оснащения (перечень, обозначения и наименования, характеристики, связанная документация
и т.д.) хранится в электронном справочнике инструмента и оснастки. Справочник единый, используется всеми службами предприятия — начиная от конструкторов и технологов и заканчивая инструментальной кладовой в цехе; - с использованием модулей ведения состава и разработки технологических процессов в системе формируется и поддерживается в актуальном состоянии конструкторско-технологическая информация о выпускаемой продукции: состав изделий, техпроцессы (в том числе средства оснащения, применяемые при выполнении конкретных технологических операций), нормативы;
- при подготовке производственной программы в автоматизированном режиме рассчитывается количество запускаемых в производство деталей и на основании ТП их изготовления планируются потребности в ресурсах, в том числе перечень необходимых средств оснащения;
- с использованием подсистемы Складской учет ведутся электронные картотеки инструментальных складов и кладовых в цехах. Функциональность программы позволяет организовать партионный и номерной учет (в данном случае используется для учета штампов по серийным номерам), а также вести дополнительные параметры, описывающие индивидуальные характеристики конкретного экземпляра инструмента/оснастки;
- чтобы упростить работу пользователей при оформлении в кладовой выдачи и приема инструмента, используются макросы — дополнительные функции, которые автоматически выполняют все необходимые действия по регистрации этих событий в системе. Применение штрихового кодирования исключает ручной ввод или выбор из справочника. В итоге процедура оформления выдачи/приема инструмента со склада занимает несколько секунд, сложность — минимальна (одно нажатие клавиши и один щелчок мышью на единственной кнопке), вероятность ошибки практически исключена;
- в производстве при оформлении сдачи выполненных работ можно указать, какой именно инструмент использовался в данном случае. Применение макросов и штрих-кодов делает эту процедуру предельно простой;
- вся информация о выдаче/сдаче, количестве раз использования
и т.п. , поступающая со складов и из производственных подразделений, аккумулируется в базе данных системы. В результате интересующиеся специалисты могут в любой момент получить максимально детальную информацию: количество инструмента в наличии, текущее местоположение конкретных экземпляров, история их перемещения, история использования в производстве, текущая наработкаи т.д.
Абсолютно все представленные возможности доступны в стандартной версии системы TechnologiCS, начиная с v.5.0.2, а соответствующий пример включен в состав ознакомительной базы данных. Если затронутая в этой публикации тема заинтересовала вас и вы хотели бы продолжить ее обсуждение, приглашаем вас посетить сайт www.technologics.ru. Там вы сможете не только найти массу полезной и интересной информации о системе TechnologiCS, ее возможностях и примерах применения, но и задать свои вопросы разработчикам и пользователям.
Скачать статью в формате PDF — 599.6 Кбайт |


