
Главная » CADmaster №2(37) 2007 » Машиностроение Моделирование коррекции на радиус в Техтране
Технологи любят использовать механизм коррекции на радиус, заложенный в систему ЧПУ. Такое предпочтение (в противовес подготовке траектории для УП в окончательном виде с помощью CAM-системы) не сразу станет очевидным для проектировщиков. Казалось бы, арсенал средств, имеющийся в программе проектирования, вполне самодостаточен. Программа предоставляет такой набор средств для построения траектории инструмента с учетом всех требований, что скромные возможности встроенных функций системы ЧПУ и ее порой до конца непостижимых алгоритмов должны потеряться на их фоне. Но на практике дело обстоит иначе.
Коррекция в УЧПУ — «за» и «против»
Подавляющее большинство УП активно задействует команды управления коррекцией. Когда использование компьютера затруднено или невозможно, а обстановка требует оперативного принятия решений в «некабинетных» условиях, самое надежное — сосредоточить всё управление на пульте управления станка с ЧПУ.Чем удобна встроенная функция коррекции на радиус?
- Универсальность и гибкость. Основное и неоценимое качество — в УП нет явной привязки к радиусу инструмента. Поправки (величины коррекции) хранятся в памяти системы ЧПУ. Инструменты изнашиваются, но одна отлаженная УП без какой бы то ни было доработки обеспечит надежный результат при использовании инструментов, отличающихся от тех, на которые УП проектировалась изначально. Можно сказать, что мы имеем дело с параметрическим механизмом, где в качестве подставляемых данных выступают реальные размеры инструментов, имеющихся в нашем распоряжении на данный момент.
- Понятность и читабельность УП. В УП мы видим координаты исходной детали. Легко сопоставить обработку с геометрией на чертеже. Отсюда вытекает возможность оперативного «ручного» редактирования текста УП.
Приведенные соображения могут и вовсе зародить сомнения в полезности систем проектирования при контурной обработке. Действительно, чем нам существенно поможет CAM-система, если коррекцию траектории предполагается возложить на систему ЧПУ? Понятно, что и без коррекции работа для компьютера найдется. Но все-таки, что с коррекцией? Чтобы ответить, вспомним слабые места «встроенного» подхода.
- Неизвестно реальное положение инструмента при движении вдоль контура детали. В нашем распоряжении только данные об исходном контуре, представленные в УП, а механизм пересчета координат глубоко скрыт. Мы узнаем о том, что инструмент движется не так, как хотелось бы, только при его столкновении с препятствием или после зарезания детали. Либо совсем не узнаем, если последствия не столь очевидны. Увы, система ЧПУ «знает» об инструменте слишком мало, чтобы дать стопроцентную уверенность в правильном результате.
- Системы ЧПУ имеют массу ограничений на исходную геометрию контура детали. Возможны ошибки при выполнении УП на станке.
- Подавляющее большинство УЧПУ анализирует соседние сегменты контура без учета детали в целом. Если инструмент не вписывается в «узкое» место, деталь отправится в брак, а проблема разрешения такой ситуации останется открытой. Заметим, что при обработке деталей сложной формы далеко не всегда спасут и «умные» системы ЧПУ. Каким бы совершенным ни был их математический аппарат, опасение вызывает уже то, что о детали, инструменте и других приспособлениях, задействованных в процессе обработки, УЧПУ имеет недостаточно информации.
- Особенно неочевидными и бесконтрольными с геометрической точки зрения являются участки, на которых осуществляется включение⁄выключение режима коррекции, а также сопряжения смежных перемещений. Все они также источник потенциальной опасности непредвиденных зарезаний и столкновений.
Таким образом очевидно, что, делая ставку только на математику станка, невозможно обезопасить себя от проблем, связанных с коррекцией на радиус. Необходимы согласованные усилия УЧПУ и системы подготовки УП на компьютере.
Чем поможет компьютер?
Какие задачи должна решать CAM-система в связи с использованием коррекции?- Проектирование обработки с учетом реального перемещения инструмента. Моделирование коррекции в системе ЧПУ для анализа, контроля и отображения. Но при этом передача в УП данных на основе исходной геометрии детали с использованием функции коррекции в системе ЧПУ.
- Приведение передаваемых в УП геометрических данных к такому виду, который исключал бы возникновение ошибочных для восприятия УЧПУ ситуаций.
- Корректировка программируемого в УП контура детали, к которому применяются функции коррекции, таким образом, чтобы при движении инструмента исключались зарезания детали и столкновения с препятствиями на ускоренных перемещениях.
Основная сложность реализации перечисленных задач состоит в том, что для систем ЧПУ не существует единого стандарта отработки коррекции на радиус. Какие алгоритмы заложены в «мозг» станка, вообще говоря, неизвестно. Реальное перемещение инструмента по одному и тому же контуру детали в УП на различных УЧПУ может выглядеть совершенно по-разному. Значит, необходим управляемый механизм моделирования отработки коррекции, позволяющий учесть все принципиальные особенности различных систем ЧПУ.
Моделирование коррекции в УЧПУ
При проектировании обработки Техтран все более ориентируется на реальное перемещение инструмента. Корректировка заготовки, построение вспомогательных перемещений, исключающих зарезание детали и столкновение инструмента с препятствиями, выделение области снимаемого материала на заготовке — все это требует точного представления о траектории инструмента независимо от того, используется ли функция коррекции или траектория строится в явном виде.Техтран моделирует перемещение инструмента на станке при использовании коррекции на радиус, предоставляя возможность настраиваться на особенности УЧПУ набором параметров.
Чтобы использовать в технологическом переходе коррекцию на радиус, нужно в поле Коррекция выбрать из списка вариант В системе ЧПУ. Это означает, что при подходе к контуру детали будет сформирована команда включения коррекции на радиус, а по завершении обработки при отходе коррекция будет выключена.
В графическом окне одновременно отображается как запрограммированный контур, так и реальная траектория. Таким образом, на этапе проектирования мы имеем возможность моделировать отработку коррекции, чтобы детально исследовать взаимное расположение детали и инструмента. Такая возможность позволяет контролировать и исключать зарезания детали именно при прогнозируемом перемещении инструмента.
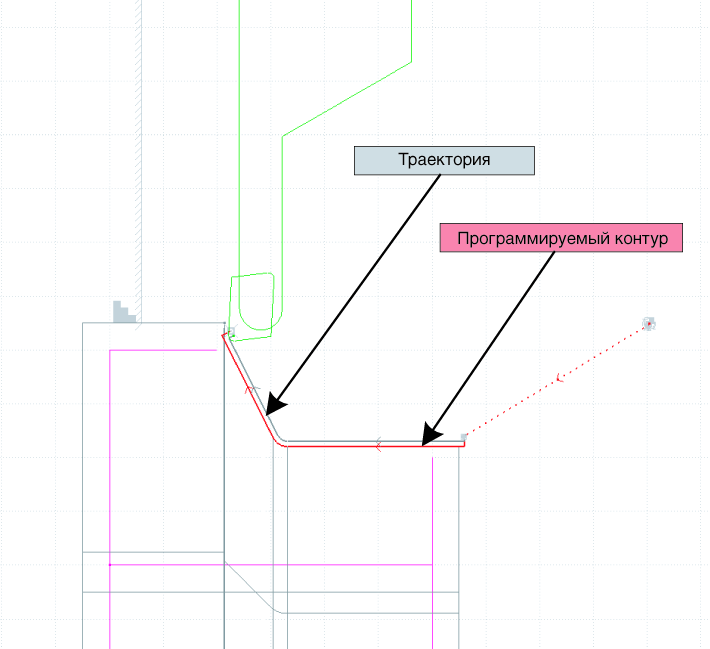
Рис. 1 иллюстрирует использование коррекции в программе Техтран — Токарная обработка.
Сопряжение движений
Как уже отмечалось, способ сопряжения соседних участков траектории при обходе внешних углов контура детали определяется особенностями системы ЧПУ. Поэтому такая информация закладывается в паспорт станка. Она используется при задании умолчания для параметра Сопряжение движений (рис. 2), который имеет следующие значения: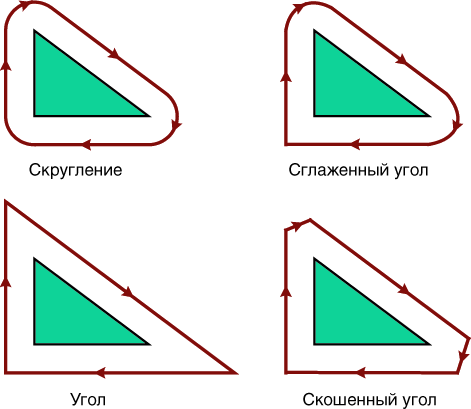
- Скругление. Между участками встраивается скругление. Траектория получается гладкой, что полезно при высокоскоростной обработке.
- Угол. Участки стыкуются естественным образом в точке их пересечения. Обход углов позволяет избежать повреждения кромки на стыке поверхностей.
- Скошенный угол. Этот способ отличается от предыдущего тем, что острые углы усекаются дополнительным отрезком, благодаря чему удается избежать неоправданного ухода инструмента от контура, образующегося при обходе острых углов.
- Сглаженный угол. Для острых углов работает так же, как Скругление, для остальных — как Угол. Позволяет обеспечить целостность кромки, компактность траектории при обходе острого угла и гладкость траектории для повышения скорости обработки.
Сопряжение с эквидистантой
Еще один важный момент адаптации модели к возможностям системы ЧПУ — выход инструмента на эквидистанту и возврат с нее. В большинстве систем ЧПУ инструмент постепенно набирает (или сводит на нет) требуемое расстояние коррекции на очередном перемещении. Причем, если траектория стыкуется с последующим движением под углом, в месте сопряжения могут появиться дополнительные участки. За способ сопряжения отвечает параметр Сопряжение с эквидистантой (рис. 3). Здесь действует тот же набор вариантов, что и в случае сопряжения перемещений при движении по самому контуру (см. Сопряжение движений).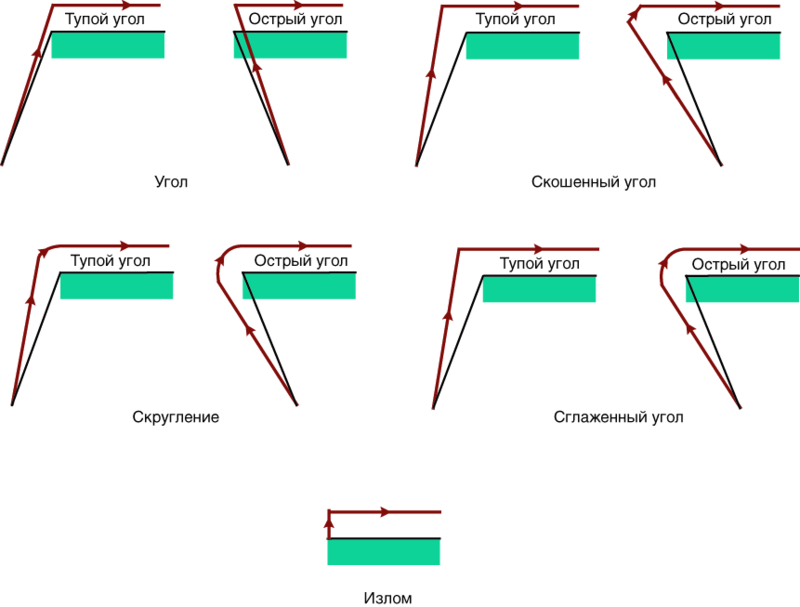
Кроме уже описанных способов (Скругление, Угол, Скошенный угол, Сглаженный угол), в набор включен метод Излом. Он подразумевает смену режима непосредственно в текущей точке, а не на следующем перемещении.
Включение⁄выключение коррекции тесно связано с заданием участков подхода⁄отхода. Именно эти вспомогательные перемещения, в частности, обеспечивают связь этапов обработки с включенной и выключенной коррекцией. Полностью автоматизировать подбор параметров подхода или отхода невозможно. Гибкий механизм управления формированием этих участков, предусмотренный в Техтране, таит в себе и определенные опасности. Необходима согласованность в конфигурации участков ввода⁄отмены коррекции с величиной коррекции и формой детали. Например, деталь может быть повреждена, если неудачно выбраны точка подхода и параметры участков подхода. В таком случае программа выдает сообщение об ошибке и показывает в графическом окне, как след инструмента проходит по детали (рис. 4).

Режим оптимизации
В режиме оптимизации, предусмотренном в Техтране, производится корректировка программируемого контура таким образом, чтобы в нем остались только сегменты, которым соответствуют реальные перемещения инструмента после отработки коррекции в УЧПУ. После оптимизации программируемый контур должен отвечать следующим требованиям:- отработка коррекции в УЧПУ выполняется без ошибок. В частности, видоизменены или исключены сегменты, относительно которых у системы ЧПУ в процессе отработки коррекции могут возникнуть трудности при сопряжении перемещений;
- исключена ситуация, при которой после отработки коррекции инструмент не вписывается в «узкое» место на детали, вследствие чего произойдет зарезание;
- из контура исключаются сегменты, которые при отработке коррекции не порождают перемещения.
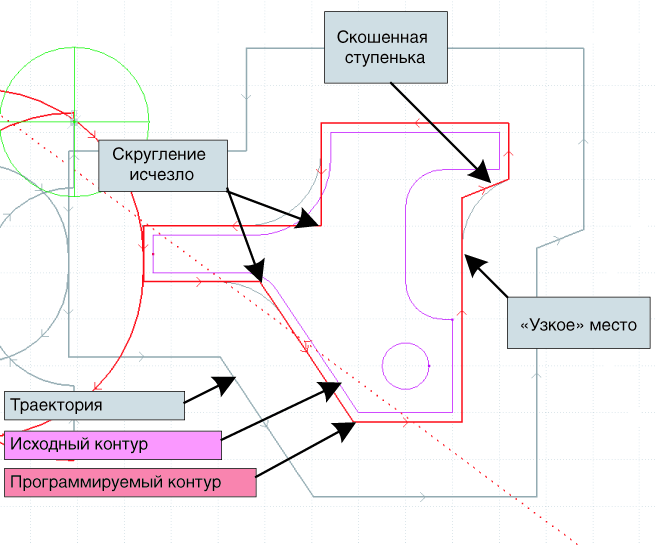
Режим оптимизации обеспечивает безопасное применение функции коррекции для контура детали различной степени сложности.
Рис. 5 иллюстрирует использование коррекции в режиме оптимизации при работе в программе Техтран — Фрезерная обработка. Хорошо видно, что после оптимизации программируемый контур отличается от исходного. В УП не попадает скругление (оно не оказывает влияния на траекторию), исправлено «узкое» место (инструмент в него вписывается), скошена «маленькая ступенька» (сопряжение в этом месте может вызвать трудности в УЧПУ).
Коррекция при многопроходной контурной обработке
Использование коррекции при многопроходной контурной обработке имеет свои особенности. При снятии материала по слоям траектория инструмента проходит по эквидистантам к контуру детали, последовательно приближаясь к нему. Во фрезерной обработке обычно для всех проходов используется один корректор, задающий радиус инструмента. На каждом проходе в качестве программируемого контура выступает заготовка в ее промежуточном состоянии. Наличие «узких» мест может привести к тому, что в траектории (и программируемом контуре) не только появятся «вырожденные» участки, но произойдет их распадение на несколько фрагментов (рис. 6).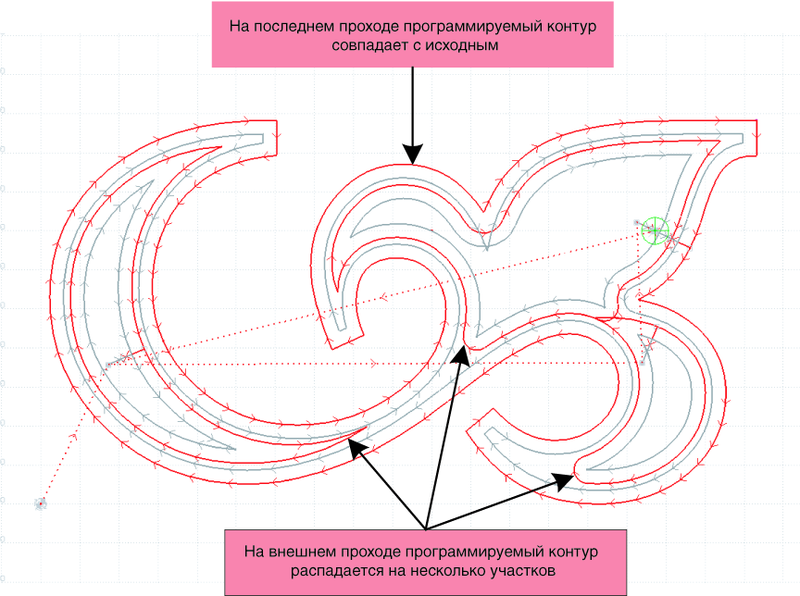
Понятно, что целесообразность обращения за помощью к системе автоматизированного проектирования в таком случае уже не вызывает сомнений. Техтран сочетает возможность использовать коррекцию на радиус в УЧПУ при контурной обработке с богатым арсеналом средств управления формированием черновых и чистовых проходов, вспомогательными перемещениями, контролем зарезания детали при перемещениях
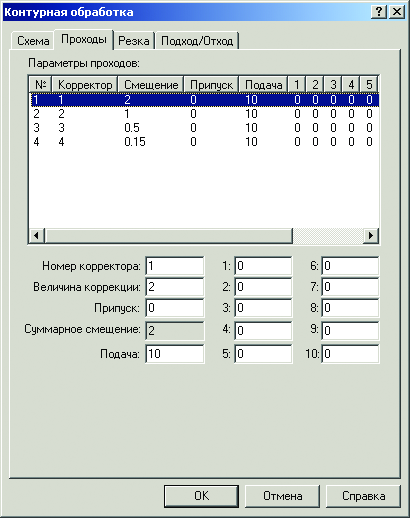
В электроэрозионной обработке нередко практикуется использование корректоров не только для назначения поправки к толщине проволоки, но и для задания расстояния до контура различных проходов многопроходной контурной обработки. В отличие от инструментов, которые полностью снимают материал, проволока срезает пласты металла, не выжигая его целиком. Программа Техтран — Электроэрозионная обработка предлагает для такой работы универсальный механизм индивидуального задания корректоров и припусков на каждый проход (рис. 7).
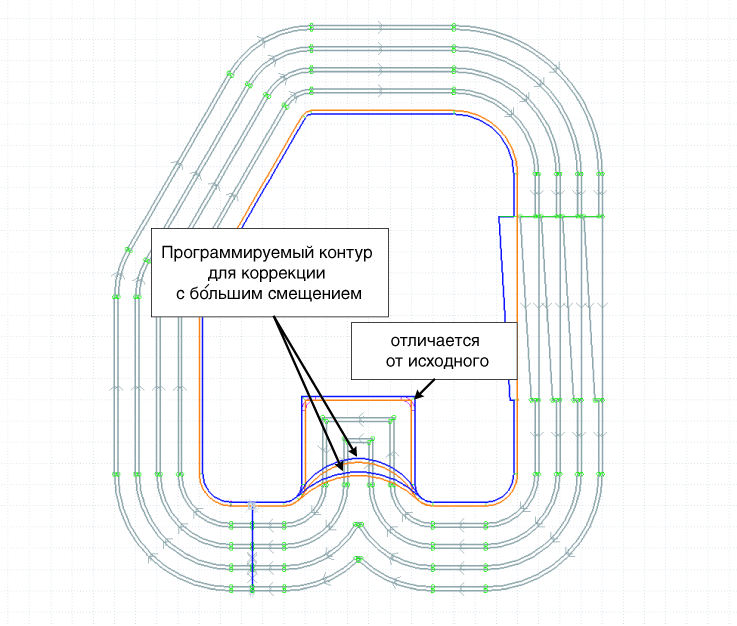
При постоянном припуске для всех проходов получаем в УП один и тот же контур детали с различными корректорами на различных проходах. Правда, не стоит удивляться, если в режиме оптимизации программируемый контур в УП для разных проходов может отличаться от исходного (рис. 8). Как говорилось выше, «большие» величины коррекции чувствительны к «маленьким» «ступенькам» и «горлышкам». Поэтому Техтран вынужден предотвращать дальнейшие неприятности.
Подведем итоги. Использование коррекции на радиус в УЧПУ наиболее продуктивно в сочетании с возможностями CAM-системы. Техтран ориентирован на такую совместную работу.
НИП-Информатика (Санкт-Петербург)
Тел.: (812) 375−7671, 718−6211
E-mail: tehtran@nipinfor.spb.su
Internet: www.nipinfor.ru
Скачать статью в формате PDF — 228.0 Кбайт |


