Главная » CADmaster №5(35) 2006 » Машиностроение Нарезание крупных резьб в Техтране

Семейство современных CAM-систем Техтран не нуждается в специальном представлении: пользователи по достоинству оценили его преимущества. Популярность этого программного обеспечения в немалой степени обусловлена стремлением разработчиков сделать максимально простым решение наиболее трудоемких задач технологического проектирования.
Одной из таких задач, значительно усложняющих подготовку управляющих программ, является нарезание крупных резьб, к которым относятся трапецеидальные и упорные резьбы с большим шагом, нарезка червяков, шнеков, а также используемых в грузоподъемных механизмах барабанов под трос. Поскольку в этих случаях профиль резьбовой поверхности, как правило, отличается от стандартной резьбы, его следует описывать как отдельный элемент чертежа.
Для таких резьб невозможно использовать стандартные встроенные циклы УЧПУ, рассчитанные на нарезание в первую очередь крепежных резьб со стандартным профилем: вместо короткого стандартного цикла в управляющей программе приходится задавать большое количество однопроходных циклов.
В подобных случаях обычно используется несколько инструментов (черновые и чистовые резцы различных профилей) для последовательной обработки заданного профиля по слоям. Чтобы сократить машинное время, которое обычно очень и очень велико, крайне желательно учитывать при этом результаты обработки предыдущим резцом. Следует учесть, что при нарезании червяков, шнеков и барабанов приходится врезаться резцом прямо в материал. Кроме того, вне зависимости от шага нарезаемой резьбы, который может быть и переменным, профиль всегда остается постоянным.
Таким образом, требуется обработать произвольный профиль произвольным же резцом по слоям, учитывая при этом, какой материал удалять — сплошной либо оставшийся от обработки предыдущим резцом.
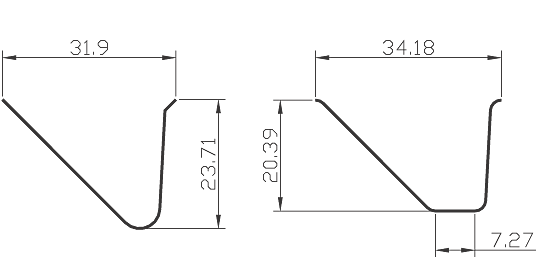
Поясним на примере. Дано: специальная упорная резьба, глубина профиля 24 мм, ширина профиля поверху — 30 мм, на дне — радиус 4 мм, черновая обработка осуществляется слоями по 0,1 мм. Для черновой обработки используются канавочный резец шириной 10 мм и радиусный резец радиусом 3 мм, для чистовой обработки — другой радиусный резец радиусом 3 мм.
Возможны и другие профили (рис. 1).
Технология обработки может быть следующей:
- пока возможно, производим обработку канавочным резцом шириной 10 мм, оставляя припуск на чистовую обработку;
- затем добираем радиусным резцом, вновь оставляя припуск на чистовую обработку;
- чистовая обработка всего профиля третьим резцом.
Для решения этой и подобных задач в системе подготовки управляющих программ Техтран/Токарная обработка были разработаны дополнительные технологические переходы «Винтовой паз» и «Цепочка винтовых пазов».
Введем некоторые термины и определения:
- контур профиля винтового паза — профиль обрабатываемой резьбовой поверхности;
- винтовой паз — результат обработки цилиндрической или конической резьбовой поверхности, описываемой контуром профиля винтового паза;
- цепочка винтовых пазов — контур профиля винтового паза идет по нескольким примыкающим друг к другу цилиндрическим или коническим поверхностям, которые описываются отдельно, при этом профиль всегда остается постоянным.
Укрупненная схема работы Техтрана выглядит следующим образом:
- Контур профиля винтового паза строится в любом месте как незамкнутый контур. Его начало при обработке переносится системой в точку начала резьбы с учетом пути разгона.
- Для цепочки винтовых пазов строится контур с шагом резьбы на каждом участке.
- Для винтового паза задаются начальная и конечная точки резьбы.
-
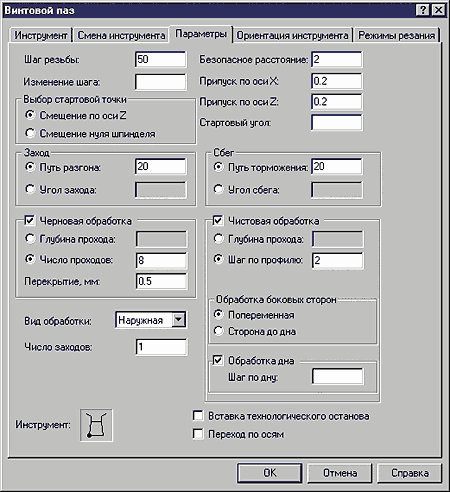
Задаются технологические параметры обработки, представленные на рис. 2.
- Техтран формирует для профиля резьбы два замкнутых контура: контур детали и контур заготовки, который для первого инструмента считается прямоугольником. Таким образом, первый инструмент обрабатывает сплошной металл.
-
Программа рассчитывает траекторию движения инструмента, после чего производится корректировка контура заготовки.
-
Контур заготовки от первого инструмента является входной заготовкой для второго. Процесс повторяется.
Припуск на черновую обработку вторым и последующими резцами должен задаваться так, чтобы резец не обрабатывал участки паза, обработанные ранее. Припуск на второй переход должен быть таким, чтобы не задевать выступы на заготовке, оставшиеся от первого резца.
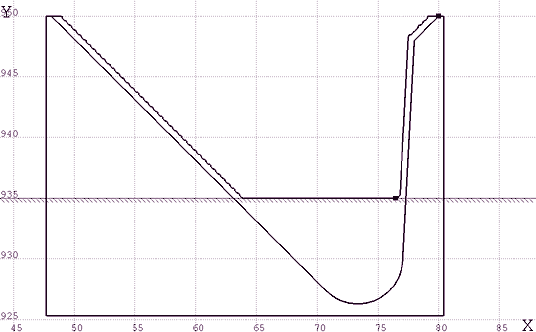
- При обработке винтового паза несколькими резцами возможно использование запретной области, находящейся в месте расположения контуров детали и заготовок винтового паза. Именно в этом месте запретная область будет влиять на выделение зоны обработки паза и последующие движения инструмента (рис. 3).
- После обработки последним инструментом можно оценить величину гребешков оставшегося материала: обработка производится по слоям, поэтому получить идеальную поверхность в принципе нереально, возможно лишь обеспечить ее требуемое качество.
- Поскольку контур детали и контур заготовки для винтового паза определены, действуют все проверки, обеспечивающие правильность и безопасность созданной программы.
Технология контроля в Техтране, первоначально разработанная для проектирования валов роторов (см. CADmaster,
- на столкновение инструмента с патроном, оправкой или центром;
- на столкновение инструмента с заготовкой при быстрых перемещениях;
- на столкновение инструмента с заготовкой нерабочей частью;
- на столкновение инструмента с деталью;
- на столкновение державки инструмента с заготовкой;
- на распадение заготовки на части.
Технология нарезания крупных резьб, червяков, шнеков и барабанов успешно работает на Ленинградском металлическом и Ижорском заводах, позволяя во много раз сократить срок подготовки управляющих программ и машинное время обработки деталей за счет исключения лишних проходов. Очень часто такие детали являются уникальными, крупногабаритными, изготавливаемыми в единичных экземплярах, поэтому возможность проверить при программировании правильность полученных результатов предоставляет множество преимуществ, среди которых немаловажное место занимает уверенность. Уверенность технологов в собственных силах и в используемом программном обеспечении — Техтран/Токарная обработка.
НИП-Информатика
(Санкт-Петербург)
Тел.: (812) 375−7671, 718−6211
E-mail: tehtran@nipinfor.spb.su
Internet: www.nipinfor.ru
Скачать статью в формате PDF — 147.7 Кбайт |


