
Главная » CADmaster №4(24) 2004 » Машиностроение TechnologiCS. Внедрение модуля управления качеством на ОАО «Корпорация Новосибирский завод „Электросигнал“»
При освоении специалистами ОАО «Корпорация Новосибирский завод „Электросигнал“» возможностей системы технической подготовки и управления производством TechnologiCS были опробованы некоторые процедуры модуля управления качеством, входящего в состав системы. Опыт его применения в процессе разработки изделия «Датчик скорости автомобиля» позволил сформировать типовую последовательность действий, необходимых для применения модуля.
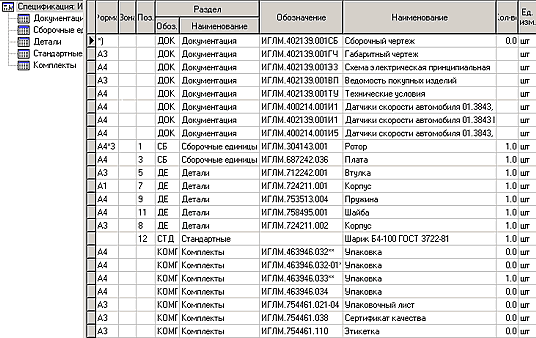
В систему вводится состав изделия (рис. 1), в это же время формируется архив графических документов.
На вкладке Документы номенклатуры к введенным номенклатурным позициям сборочных единиц и деталей подключаются (в виде системных эскизов) выполненные в AutoCAD сборочные чертежи узлов и конструкторские чертежи деталей. Результат этой операции представлен на рис. 2, где в качестве примера показано подключение чертежа детали «Корпус».
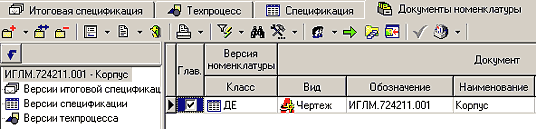
Наличие чертежей в базе данных позволяет в дальнейшем, на этапе определения стабильности и настроенности технологических процессов, получить все необходимые сведения о целевых значениях и допусках размеров по техническим условиям.
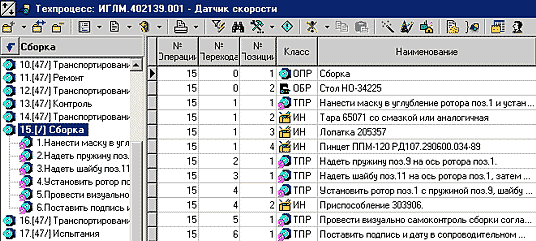
Для деталей и сборочных единиц проектируются технологические процессы их изготовления. Как результат, в базе данных TechnologiCS появляется информация об операциях, оборудовании, инструменте и оснастке, что позволяет анализировать настроенность и стабильность процессов по этим позициям. Фрагмент технологического процесса сборки датчика скорости приведен на рис. 3.
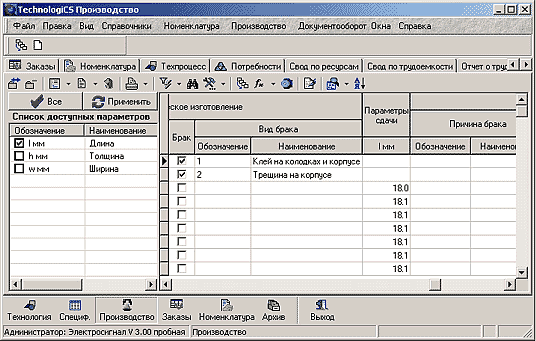
Далее в разделе «Производство» создается производственная спецификация изделия, строится технологический цикл его изготовления и формируется план производства. Следующим шагом оформляется фактическое изготовление деталей и сборочных единиц, запущенных в производство. Параметры фактического изготовления регистрируются на контрольных операциях, а их значения заносятся в базу данных. По изделиям, при контроле которых выявлен брак, в базу заносятся также виды и причины брака. На рис. 4 показан фрагмент базы данных, содержащий результаты измерений длины детали «Контакт».
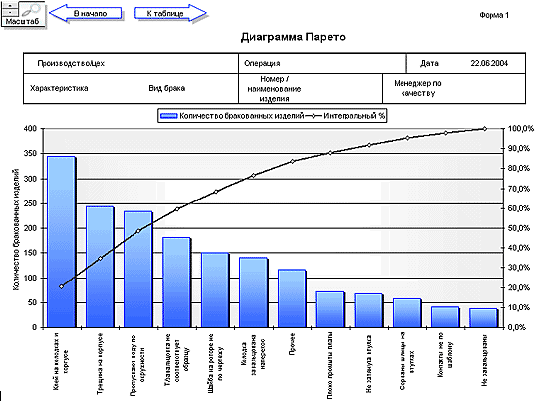
После выполнения всех перечисленных действий может применяться модуль «Управление качеством», включенный в состав раздела «Производство» системы TechnologiCS. Рассмотрим несколько характерных отчетов, полученных с использованием этого модуля. Так, на рис. 5 представлена диаграмма Парето по видам брака, сформированная на основе результатов приемосдаточных испытаний. Используя этот инструмент, удобно определять критические позиции технологии — прежде всего приводящие к тем видам брака, которые отражены в первых по порядку следования элементах диаграммы. Заметим, что в нашем примере на первые три вида брака приходится половина его общего объема. Диаграмма Парето может охватывать любой выбранный пользователем промежуток времени и отражать другие зарегистрированные в БД факторы брака (причина брака, цех, участок, станок
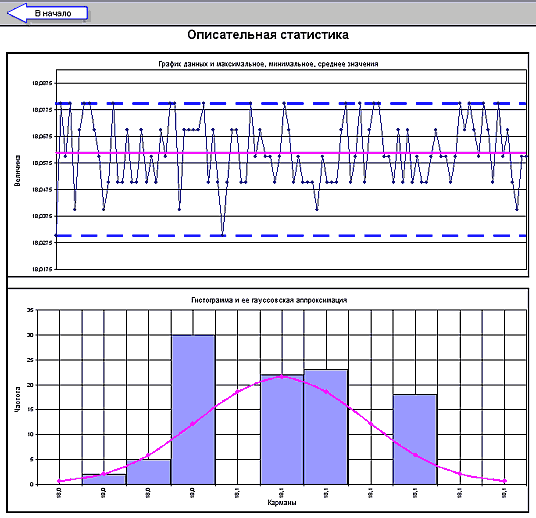
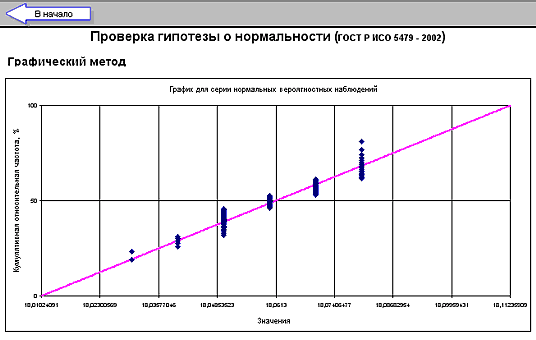
На рис. 6 показаны график результатов измерений длины детали «Контакт» и гистограмма измерений, полученные из подраздела «Описательная статистика» модуля «Управление качеством». На графике все измерения распределены по пяти фиксированным уровням, а на гистограмме четвертый и седьмой карманы не заполнены. Такой характер измерительной информации означает, что распределение данных не является нормальным. Рис. 7, где представлена графическая процедура проверки гипотезы о нормальности по ГОСТ Р ИСО 5479−2002, наглядно иллюстрирует дискретность распределения (при нормальном распределении точки были бы выстроены вдоль прямой линии).
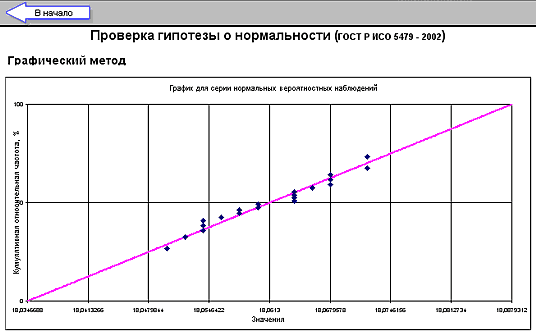
Хотя одиночные измерения и не распределены по нормальному закону, их можно использовать, выполнив группировку данных и работая со средними по подгруппам. Рис. 8 показывает, что распределение данных, сгруппированных по пять, близко к нормальному. Нормальность группированных исходных данных позволяет применять методы исследования стабильности и управления процессом.
На рис. 9 показана XS-карта Шухарта, построенная по ГОСТ Р 5 077 942−99 (ИСО 8258−91) «Статистические методы. Контрольные карты Шухарта» для проверки гипотезы о статистической стабильности процесса в предположении, что длина детали «Контакт» оценивается по результатам измерений на временном интервале, который пользователь считает стабильным.
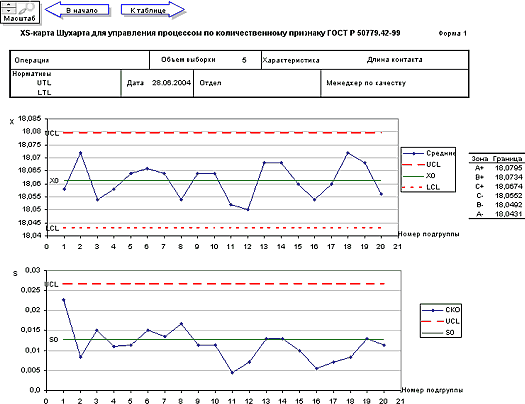
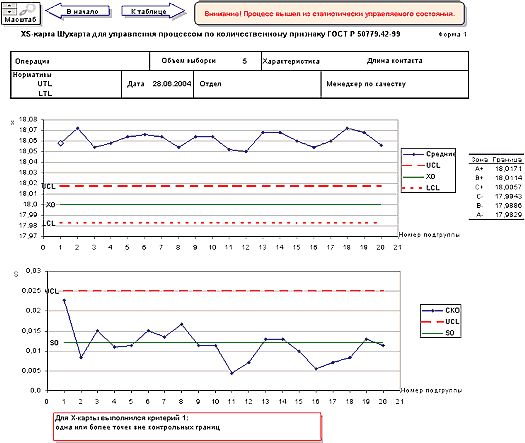
Поведение кривых на X- и S-картах свидетельствует, что технологический процесс, в ходе которого формируется параметр качества, находится в статистически устойчивом состоянии. В то же время карта Шухарта, построенная с учетом допуска по техническим условиям на длину контакта (рис. 10), указывает, что процесс расстроен по среднему значению. Следовательно, существует возможность улучшить процесс путем наладки или замены оборудования (в данном случае речь идет о штампе, с помощью которого изготавливается деталь «Контакт»).
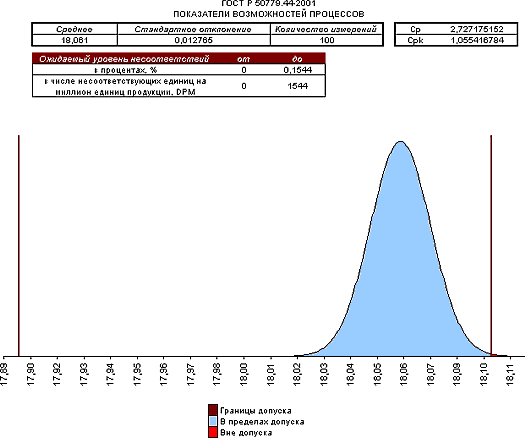
На рис. 11 отражены результаты расчета показателей возможностей процесса по ГОСТ Р 50 779.44−2001, полученные с помощью модуля «Управление качеством». Как и следовало ожидать на основе анализа карт Шухарта, приведенные результаты подтверждают, что процесс расстроен по среднему значению: это выражается в сдвиге кривой аппроксимирующего распределения измерений относительно центра поля допуска по ТУ (границы поля допуска обозначены на рисунке двумя вертикальными линиями). Величина показателя возможностей процесса — Cpk=1,055. При этом ожидаемый уровень не соответствующих ТУ деталей «Контакт» составляет 0,0772%, или 772 детали на миллион.
В заключение кратко перечислим основные результаты, полученные в ходе выполнения работы.
- В разделах «Номенклатура — детали» и «Номенклатура — сборочные единицы» отражены конструкторский состав со спецификациями изделия и входящих в него сборочных единиц, а также выполненные в AutoCAD сборочные чертежи и чертежи деталей. Эта информация служит основой для технологического проектирования и содержит конструкторские данные о ТУ, необходимые для последующего управления качеством.
- Спроектированы технологические процессы изготовления отдельных деталей, процессы сборки узлов и изделия в целом. По технологическим процессам получен комплект технологической документации, удовлетворяющий требованиям ЕСТД.
- В разделе «Производство» спроектирована производственная спецификация изделия, построен технологический цикл его изготовления и сформирован план производства. На контрольных операциях зарегистрированы и внесены в базу данных параметры фактического изготовления изделия. По изделиям, у которых в ходе контроля зафиксирован брак, указаны виды и причины брака.
- С использованием модуля управления качеством:
- построена диаграмма Парето по видам брака изделия, что позволяет оперативно выявлять критические факторы производства;
- на примере изготовления одной из деталей показано построение графика и гистограммы исходных данных;
- проведена проверка нормальности распределения исходных данных по выбранной для примера детали (по ГОСТ Р ИСО 5479−2002). Проверка показала, что распределение отдельных измерений не является нормальным, но распределение группированных данных нормально, что соответствует условию применимости большинства процедур ГОСТ по статистическим методам анализа данных;
- с использованием XS-карт Шухарта выполнен анализ настроенности и статистической устойчивости процесса (по ГОСТ Р 5 077 942−99). Показано, что процесс расстроен по среднему значению, но при этом является статистически устойчивым;
- выполнен анализ возможностей процесса (по ГОСТ Р 50 779.44−2001), подтвердивший отклонение среднего значения параметра от нормативного уровня. При этом величина показателя возможностей процесса является приемлемой.
главный контролер завода
Петр Кудинов,
аспирант кафедры КТРС НГТУ
Валерий Кушнир,
доцент кафедры КТРС НГТУ
Владимир Хмелевский,
главный технолог завода
E-mail: kushnir@ref.nstu.ru
Тел.: (3832) 46−0635
Скачать статью в формате PDF — 177.1 Кбайт |


