
Главная » CADmaster №4(19) 2003 » Машиностроение Техтран. Токарно-фрезерная обработка
Фрезерная и токарная обработка относятся к традиционным для Техтрана задачам: именно на них он прежде всего и был ориентирован в пору зарождения системы. Но только теперь, по прошествии более двадцати лет, выходит в свет программный продукт, объединивший в себе два этих направления. Сегодня мы представляем новую программу семейства Техтран: Техтран Токарно-фрезерная обработка.
Появление подобной системы объясняется всё большим распространением современных токарно-фрезерных центров, предназначенных для высокоточного изготовления сложных деталей. Такие станки позволяют совмещать в рамках одной технологической операции традиционную токарную обработку с фрезерованием и обработкой отверстий. Сквозной процесс обработки с произвольным чередованием токарных и фрезерных переходов без переустановки детали позволяет свести к минимуму погрешности. Фрезерная обработка выполняется с использованием оси вращения (оси Z на станке), которая может применяться как для непрерывного управления, так и для позиционирования.
Новая разработка создана на основе уже проверенных временем программ Техтран Фрезерная обработка и Техтран Токарная обработка. Сосуществование в единой среде достаточно специфических функций двух систем стало возможным благодаря заложенному в Техтране единому подходу к программированию различных видов обработки.
Пользователь, имеющий опыт работы с Техтраном, сможет без дополнительных усилий выполнять здесь все привычные операции, относящиеся как к фрезерной, так и к токарной обработке. Что касается программирования технологических переходов, включающих элементы фрезерной обработки с использованием оси вращения, то освоение таких возможностей новой программы также не должно вызвать затруднений, поскольку при задании параметров задействованы уже привычные механизмы. Из наиболее заметных нововведений следует отметить возможность построения геометрии и траектории в пользовательских системах координат и реализацию в полном объеме механизма задания позиционных переходов.
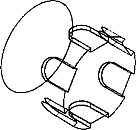
Геометрическая модель детали. Для решения задач токарно-фрезерной обработки понадобились пространственные конструкции большей сложности, чем те, которые необходимы для описания геометрии токарных и фрезерных деталей. Привычной упрощенной модели, основанной на сечении тела вращения, уже явно недостаточно, поэтому в графическом окне теперь можно видеть проволочную модель тела вращения, построенную по заданному сечению (рис. 1).
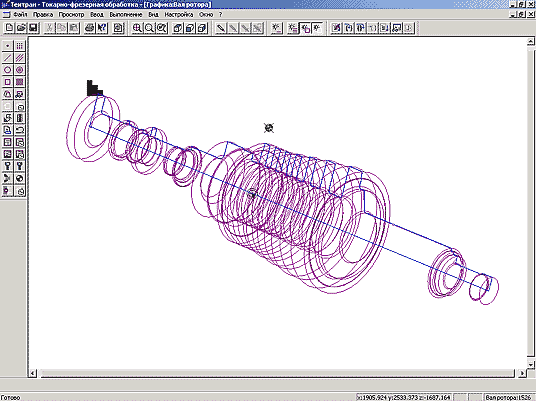
Напомним, что задание детали и заготовки в виде сечений соответствующих тел вращения является обязательным при программировании в Техтране токарных переходов. На основании этих геометрических исходных данных формируются траектория инструмента и технологические команды. При перемещении инструмента производится корректировка заготовки и осуществляется контроль допустимости каждого перемещения с учетом геометрических характеристик инструмента.
Теперь, когда имеется наглядное отражение результатов токарной обработки в виде проволочной модели, для полноты картины следует построить фрезерные элементы детали. Описывать их проще всего с помощью парного контура, для задания которого предлагается весьма развитый механизм построения. Парный контур строится на основании плоского контура с помощью операции выдавливания. В результате мы получаем объект, представляющий тело, заключенное между двумя параллельными плоскостями: например, из круга получится цилиндр, из прямоугольника — параллелепипед. Сбоку такое тело ограничено линейчатой поверхностью, причем ориентация ее граней может быть изменена. При помощи парного контура удобно задавать элементы детали, имеющие фрезеруемые плоские грани, параллельные оси вращения или расположенные под углом к ней.
Пользовательские системы координат. Хотя Техтран не выходит за рамки 2,5-координатной обработки, которые ограничены операциями с плоским контуром, для удобства работы требуется возможность строить геометрию обрабатываемых элементов в плоскостях, которые при токарно-фрезерной обработке могут быть ориентированы самым различным образом. В новой программе для этих целей служат пользовательские системы координат (ПСК). Теперь любой геометрический объект может строиться в произвольно ориентированной системе координат с началом в выбранной точке.
Новый механизм работы с ПСК органично вобрал в себя средства работы с матрицами, которые наряду с прочими геометрическими объектами существовали в Техтране с момента его создания. То, что каждая ПСК ассоциируется с определенным объектом, имеет ряд преимуществ. Проще и понятнее иметь дело с именованным геометрическим объектом, чем с абстрактным понятием. Матрицу ПСК, как и любой другой объект, можно увидеть в графическом окне в виде репера, проконтролировать параметры, удалить, скрыть, перенести или повернуть.
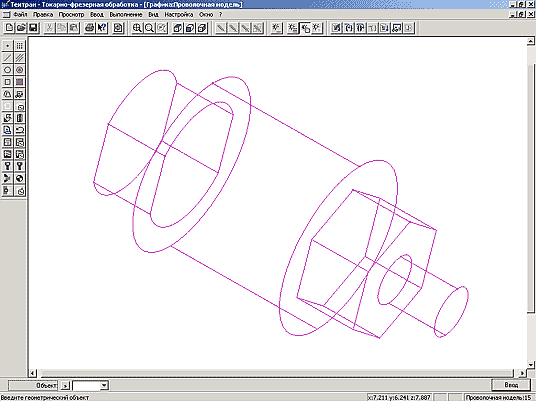
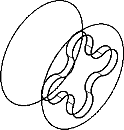
Существует множество способов задать матрицу ПСК, комбинируя операции переноса и поворота, однако проще всего использовать для этого уже построенные геометрические объекты, имеющие определенную ориентацию в пространстве. В токарно-фрезерной обработке естественно привязывать ПСК непосредственно к проволочной модели — к граням детали, подлежащим фрезерованию (рис. 2). В связи с этим к стандартному набору способов задания матрицы ПСК добавлены способы, которые формируют матрицы по грани парного контура. Это избавляет пользователя от необходимости высчитывать углы и расстояния в явном виде.
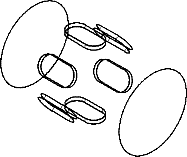
Обработка с использованием оси вращения. Программа позволяет производить следующие виды обработки с использованием оси вращения:
- обработка торцевого отверстия (рис. 3);
- обработка радиального отверстия (рис. 4);
- обработка паза и контура, выборка в плоскости, параллельной оси вращения (или находящейся под углом к этой оси), ось инструмента пересекает ось вращения (рис. 5);
- обработка паза и контура, выборка в плоскости, перпендикулярной оси вращения, ось инструмента параллельна оси вращения (рис. 6).
|
|
|
|
Программа устроена так, что задание перечисленных операций мало чем отличается от организации работы при обычной фрезерной обработке. Для задания параметров используется общее диалоговое окно Параметры обработки. Специфические параметры, связанные с осью вращения, вынесены на отдельную вкладку. На этой вкладке задается способ использования оси для формирования координат в управляющей программе:
- без использования оси вращения;
- позиционирование;
- непрерывное управление.
Кроме того, здесь выбирается, связана ли ориентация инструмента с направлением оси вращения. Инструмент может быть ориентирован таким образом, что его ось пересекает ось вращения, параллельна ей или имеет фиксированную ориентацию независимо от оси вращения.
В большинстве случаев режимы управления осью вращения определяются исходной геометрией обрабатываемого контура. Программа сама переключает их по умолчанию в требуемое состояние. Пользователю не приходится вникать в сложный механизм преобразования координат по пути от заданной геометрии к кадрам управляющей программы.
Для упрощения работы в отдельную схему выделен частный простейший случай контурной обработки — обработка паза (рис. 7). Чтобы выполнить эту операцию, не обязательно строить контур, задающий геометрию паза в некоторой ПСК: достаточно указать координаты точки его начала и длину. При обработке паза действуют обычные параметры обработки: врезание, подход, отход
Пользователя, знакомого с Техтраном, порадует появление позиционных переходов в наборе схем обработки. Позиционные переходы описываются теперь по тем же принципам, что и обработка контура или выборка. Используется традиционный набор уровней и режимов обработки, только вместо контура задается набор точек, в которых производится обработка.
Хочется надеяться, что новая разработка НИП-Информатика Техтран Токарно-фрезерная обработка найдет применение как у нынешних пользователей Техтрана, работающих с токарно-фрезерными центрами, так и у тех, кто только планирует приобрести подобное оборудование.
НИП-Информатика (Санкт-Петербург)
Тел.: (812) 375−7671, 118−6211
E-mail: tehtran@nipinfor.spb.su
Internet: http://www.nipinfor.spb.ru
Скачать статью в формате PDF — 1 017.4 Кбайт |


