
Главная » CADmaster №1(16) 2003 » Машиностроение Техтран Электроэрозионная обработка. Новые решения
Как наилучшим образом использовать компьютер при получении управляющей программы для электроэрозионного станка? Какие из средств CAM-системы обеспечат максимальное удобство работы? Ответ на оба вопроса связан с удобством и полнотой описания геометрии детали. Хотелось бы получить простой и удобный механизм построения линейчатой поверхности, которую выжигает проволока; при этом требуется отражение в управляющей программе тех характеристик конусности, которые фигурируют в качестве исходных данных.
Интересно, что традиции, сложившиеся в электроэрозионных CAM-системах, всегда отличались своеобразием. Большинство таких систем действует по принципу «от обработки к геометрии», а не наоборот, как принято, скажем, во фрезерной или токарной обработке. Технологи обходятся без полноценной пространственной геометрической модели детали. Это порождает ряд проблем, хорошо заметных при внимательном рассмотрении достоинств и недостатков существующих методик.
Наиболее типичный метод программирования — описание в управляющей программе движения по базовому контуру в сочетании с управлением ориентацией проволоки. Как это обычно представляется в CAM-системе? В качестве исходных данных для программирования обработки используется плоский базовый контур. Для его элементов требуется задать параметры конусности. Фактически описывается не геометрия детали, а поведение проволоки при движении по контуру: ее ориентация и способы сопряжения граней подразумеваемой объемной детали. Результат можно увидеть на экране лишь после завершения всей предварительной разметки и выполнения обработки на ее основе. Плюс такой методики — приближенность к поведению станка, однако режимы управления станком расставляются на контуре вслепую, а это неизбежно приводит к результату, который недостаточно предсказуем и очевиден. Сколько-нибудь сложная деталь обязательно потребует серии последовательных приближений и возвратов к этапу расстановки цифр и флажков на исходной плоской геометрии.
Другой метод предполагает явное задание в управляющей программе координат перемещения верхнего и нижнего концов проволоки. В системе автоматизированного проектирования задача решается на основе двух контуров — базового и вторичного. В этом случае требуется указать соответствие элементов базового и вторичного контуров. Процесс проектирования и здесь заметно затруднен отсутствием единой геометрической модели: оценить соответствие замысла и результата можно лишь выполнив обработку предварительно подготовленных контуров.
Альтернативные методики имеют в своем арсенале развитые средства построения геометрических тел, с их помощью удобно и наглядно строятся самые разнообразные формы. Но к моменту программирования обработки на основе таких данных совершенно теряется информация о том, как были получены пространственные поверхности и каким способом сопрягались пространственные элементы. А это значит, что при формировании управляющей программы не удается использовать специфические возможности оборудования, позволяющие эффективно обрабатывать предопределенные ситуации. В результате не только снижается качество обработки, но и существенно увеличивается объем управляющей программы. Последнее обстоятельство отечественные технологи воспринимают особенно болезненно.
Новая версия программы Техтран Электроэрозионная обработка интересна именно тем, что традиционный подход к проектированию 4-координатной обработки дополнен в ней средствами построения и редактирования пространственной модели электроэрозионной детали. В одной программе сочетаются наглядность и технологичность.
Выдерживается традиционная понятная схема: «геометрическая модель — обработка». Геометрическая модель представляется теперь парным контуром — новым геометрическим объектом, отражающим пространственную специфику детали, изготавливаемой при электроэрозионной обработке. Парный контур представляет тело, заключенное между базовым и вторичным контуром. В таком виде он дает представление о пространственных характеристиках детали — соответствии элементов базового и вторичного контуров, наклонных гранях, их сопряжениях различными способами.
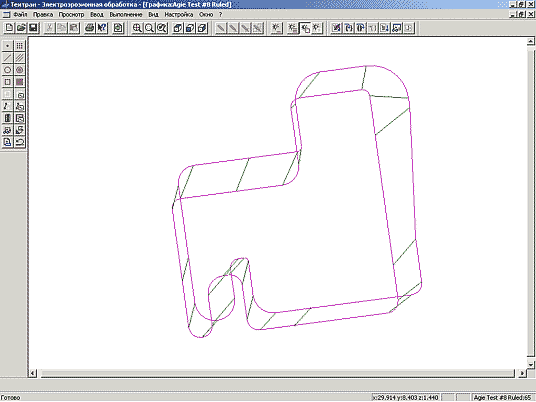
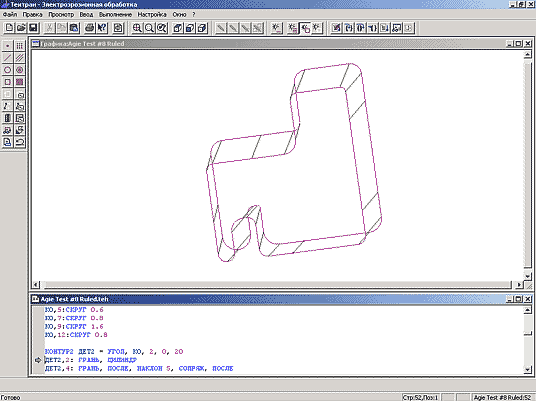
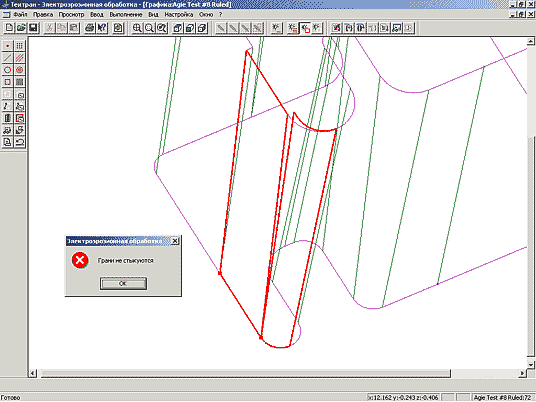
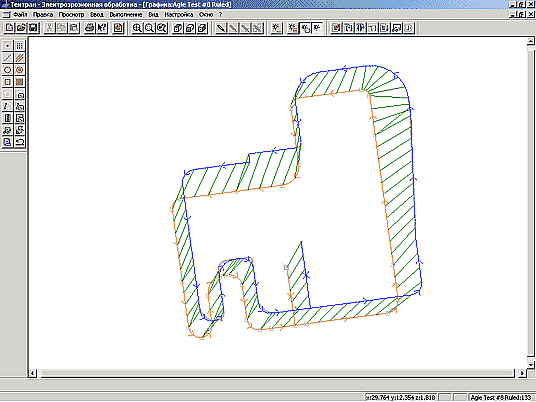
Чем удобен такой подход? До сих пор требовалось после кропотливой разметки контура строить модель детали «одним махом». Новая версия предлагает геометрические преобразования, результат которых отображается на экране по ходу их выполнения. Сначала строится болванка — парный контур с одинаковым наклоном боковых поверхностей (рис. 1). Затем путем последовательных приближений заготовка доводится до требуемой формы — это можно сравнить с постепенной механической подгонкой модели из гибкой проволоки. За одну операцию производится «выгибание» одной или нескольких смежных граней. Возможна замена «связующего узла» между гранями (рис. 2). В результате пользователь контролирует каждый свой шаг, а кроме того программа точно указывает на строящемся объекте элемент, связанный с возникшей ошибкой построения (рис. 3).
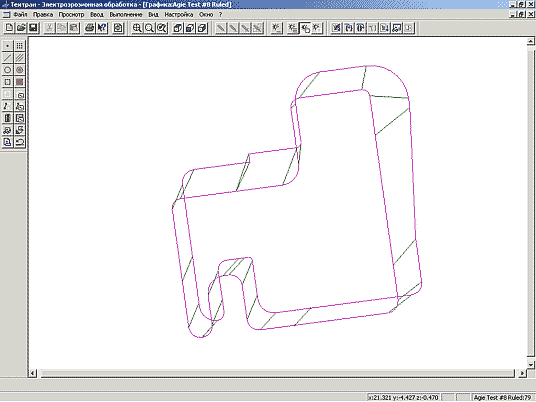
Наиболее существенно здесь то, что каждая операция из набора преобразований линейчатой поверхности фиксирует свои параметры в полученной геометрии. Иными словами, программа располагает данными не только об окончательных геометрических характеристиках пространственной поверхности детали, но и о том, каким образом они получены из исходного вертикального положения (рис. 4).
Набор преобразований и их параметры подобраны так, чтобы они соответствовали командам, обычно применяемым в системах ЧПУ для управления проволокой. Благодаря этому появляется возможность формировать управляющую программу с использованием специальных команд систем ЧПУ, выполняющих отдельные операции более эффективно. Постпроцессор Техтрана получает не только геометрические параметры перемещения проволоки, но и использованные при построении данные о конусности. Пусть, например, между гранями было встроено сопряжение в виде конусной поверхности. В таком случае постпроцессор получит информацию как о геометрических характеристиках ее компонент (граничных точках и дугах окружностей), так и о том, что данный элемент может рассматриваться в качестве конусного сопряжения соседних граней. Это означает, что при наличии в системе ЧПУ функции встройки конусного сопряжения может быть сформирована соответствующая команда управляющей программы. Модуль станка, используемый в Техтране для настройки на конкретное оборудование с ЧПУ, учитывает такие особенности в кадрах управляющей программы. Если же система ЧПУ не обладает подобной функцией, конусное сопряжение будет запрограммировано как явное перемещение и управляющая программа получится длиннее.
У описанной методики есть и еще одно преимущество: задание обработки практически не требует специфического электроэрозионного подхода, а вполне укладывается в рамки обычной обработки контура. Вся специфика — в геометрической модели (рис. 5).
НИП-Информатика (Санкт-Петербург)
Тел.: (812) 375−7671, 118−6211
E-mail: tehtran@nipinfor.spb.su
Internet: www.nipinfor.spb.ru
Скачать статью в формате PDF — 595.2 Кбайт |


