
Главная » CADmaster №2(12) 2002 » Машиностроение TechnologiCS. Использование новых возможностей для решения задач планирования и управления производством
Система TechnologiCS изначально позиционировалась как комплексное решение для автоматизации взаимосвязанных процессов технической подготовки производства. Первые версии системы позволили охватить спектр задач от создания конструкторской спецификации до выполнения сводных расчетов потребности в ресурсах, необходимых для изготовления изделия.
Новейшая версия TechnologiCS предложила блок функциональных возможностей, вызвавший большой интерес пользователей. Ниже приводится краткое описание основных средств, предоставляемых системой для задач производственного планирования и оперативного управления.
О принципах работы и возможностях TechnologiCS рассказано уже не раз, но в качестве вступления все-таки позволю себе перечислить основные моменты.
TechnologiCS — это не набор АРМов, каким-либо образом связанных между собой. Это единое, действительно системное решение. Все службы, занятые в технической подготовке производства, работают в едином информационном пространстве. Общая база конструкторско-технологической информации об изделиях доступна каждому пользователю общей системы. Любая информация, единожды заложенная в систему конструктором, технологом или нормировщиком, автоматически становится доступна всем заинтересованным в ее дальнейшем использовании службам. Ограничения на использование тех или иных данных накладываются только администратором в соответствии с правами и обязанностями сотрудников и подразделений. Идеологически возможности TechnologiCS можно разделить на три основные группы:
-
Базовая (конструкторская) часть
Ведение базы данных изделий, узлов, сборочных единиц и деталей. Управление информацией о структуре и составе изделий. Разузлование, контроль входимости и применяемости всех деталей, узлов, стандартных, покупныхи т.д. в рамках как одного изделия, так и всей выпускаемой номенклатуры. Создание и выпуск спецификаций и других текстовых конструкторских документов. -
Технологическая подготовка
Проектирование технологических процессов для различных видов производства. Поддерживаются маршрутные, операционные и комбинированные технологии. Формирование сквозного технологического процесса при создании различными бюро технологии на разные переделы. Расчет массы заготовки и нормы расхода основного материала, норм расхода вспомогательных материалов, трудовых нормативов. Работа с типовыми техпроцессами, расчет вспомогательных материалов для нанесения покрытий и гальванической обработки. Технологические расчеты, возможность настройки собственных расчетных алгоритмов. Выпуск комплектов технологической документации: базовая версия системы поддерживает более 50 видов технологических документов — маршрутные, операционные, контрольные карты, специализированные операционные карты для сварки, пайки, термообработки, литья, различные ведомости… -
Планирование и производство
Расчет сводной и подетальной потребности в основных и вспомогательных материалах на узел/изделие/заказ с возможностью группировки по видам материалов, по сортаменту или по подразделениям-потребителям. Расчет сводной, подетальной или пооперационной трудоемкости с возможностью объединения по группам оборудования, по видам работ, разрядам или подразделениям. Формирование различных сводных конструкторско-технологических документов, материальных, расцеховочных и других ведомостей.
И наконец формирование планов для подразделений и контроль фактического выполнения производственной программы, о чем далее и пойдет речь.
Формирование производственных планов
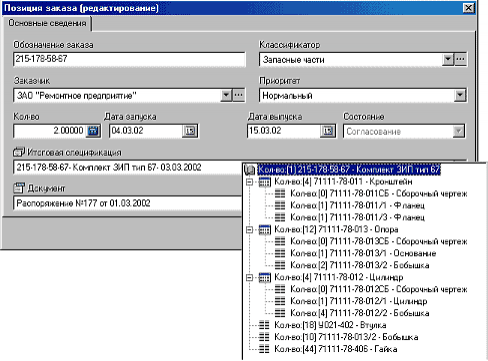
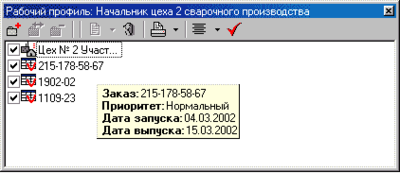
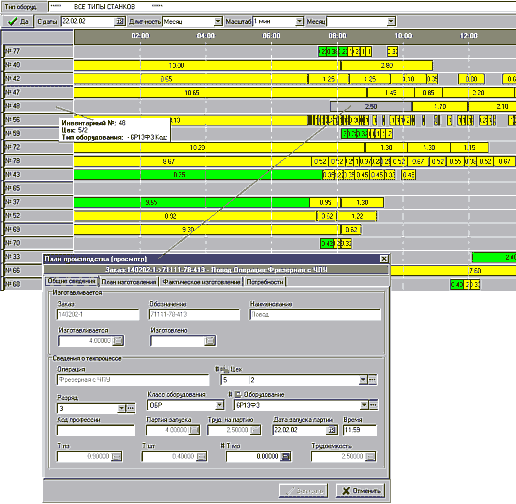
Из имеющихся в базе данных деталей, сборочных единиц и изделий, информация о которых подготовлена на этапах конструкторской и технологической подготовки, можно сформировать заказ (рис. 1). При этом требуется указать либо дату запуска заказа в производство, либо дату выпуска. Вы можете одновременно задать желаемые сроки начала и окончания работ. Совокупность всех сформированных таким образом заказов составляет план производства. Для разных пользователей могут настраиваться индивидуальные «рабочие профили» (рис. 2). С помощью такого профиля устанавливается, с какими заказами и подразделениями пользователь работает в данный момент. Начальнику цеха это позволяет, например, видеть в своем плане не все имеющиеся в заказе детали, а только те, которые проходят через его цех. А при большом количестве одновременно проходящих заказов, когда работать со всем объемом информации трудно и неудобно, пользователь может выбрать только те заказы, которые интересуют его именно сейчас.
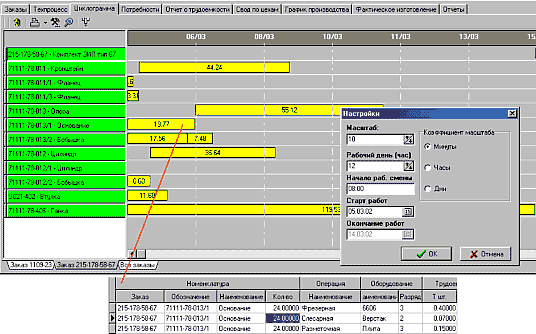
Для формирования номенклатурного плана цехов и участков достаточно создать в системе соответствующие заказы. Расчет планов для подразделений будет выполнен автоматически — исходя из информации, заложенной в систему на этапе создания технологических процессов. Для расчета календарного плана TechnologiCS позволяет построить циклограмму изготовления заказа (рис. 3). Рассчитанные даты можно сохранить в производственном плане.
Ведение информации о технологическом оборудовании
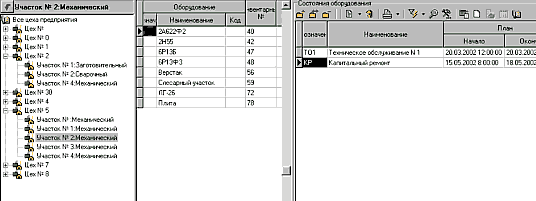
В режиме «Станочный парк» TechnologiCS позволяет вести информацию об имеющемся оборудовании с указанием размещения станков по цехам и участкам, а также инвентарных номеров. Есть средства описания возможных состояний оборудования (рис. 4). Для каждого состояния — например, технического обслуживания — могут быть указаны плановое и фактическое время его начала и завершения, а также перечень необходимых материалов и запасных частей. Перечень состояний и сменность работы можно задать отдельно для каждой единицы оборудования. Этот режим эксплуатации системы интересен, например, службе главного механика.
С использованием информации об оборудовании, заложенной в технологическом процессе, TechnologiCS позволяет рассчитать плановую загрузку фактически имеющихся станков (рис. 5).
Расчет потребностей и выпуск производственных заданий
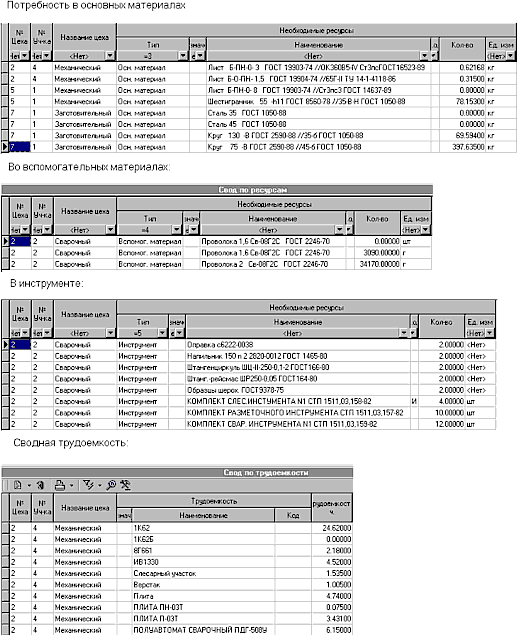
С учетом указанных в профиле заказов и подразделений система рассчитывает необходимые для выполнения производственной программы потребности в основных и вспомогательных материалах, инструменте и оснастке, комплектующих и деталях для сборки (рис. 6). Работая в этом режиме, можно сформировать лимитно-заборные карты для цехов и участков, заявки на инструмент и оснастку
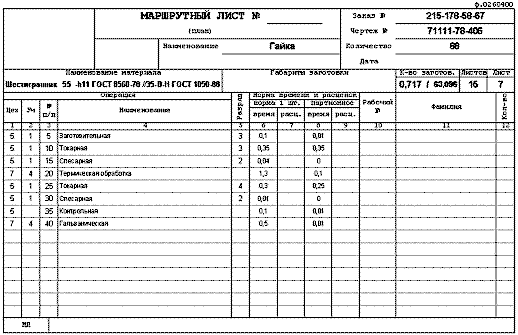
Для выравнивания загрузки руководитель может перераспределить задания как на уровне цехов и участков, так и на уровне единиц оборудования. В режиме подготовки отчетов средствами TechnologiCS можно сформировать производственные задания и другие документы (ведомости комплектации
Контроль выполнения производственной программы
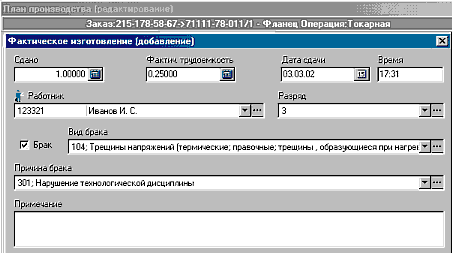
Итак, план цеха и участков сформирован, заявки на материалы и инструмент поданы, задания напечатаны и розданы мастерам. Начался собственно производственный процесс. Теперь необходимо фиксировать фактическое изготовление. TechnologiCS позволяет оформлять сдачу как пооперационно, так и сразу для детали или одновременно для нескольких позиций плана. Если сдача осуществляется по завершении каждой технологической операции, руководитель получает в режиме реального времени наиболее полную и детальную информацию о ходе производства. Оформляя сдачу, можно указать фамилию и табельный номер рабочего (выбирается из справочника работников цеха). Количество сданных деталей и фактическая трудоемкость по умолчанию устанавливаются равными запланированным, но могут быть изменены. При возникновении брака указывается (если это необходимо) его вид и причина (рис. 8). Могут быть сформированы акт о причиненном материальном ущербе или накладная.
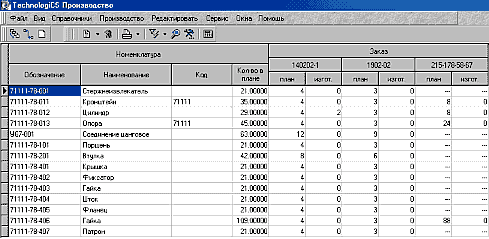
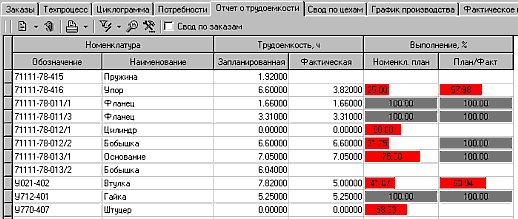
Руководитель имеет возможность получать в различных удобных представлениях отчеты о текущем состоянии выполнения плана вверенными ему подразделениями. Например, как на рис. 9, где показаны запланированные к производству детали и узлы, их общее количество, количество на каждый заказ и фактически изготовленное на текущий момент. Можно увидеть состояние выполнения плана по номенклатуре и по трудоемкости в процентном выражении (рис. 10). При работе с большими заказами начальник цеха может использовать для навигации древовидное представление структуры заказа (как показано на рис. 1) и получить информацию о состоянии дел только по интересующей его сборочной единице.
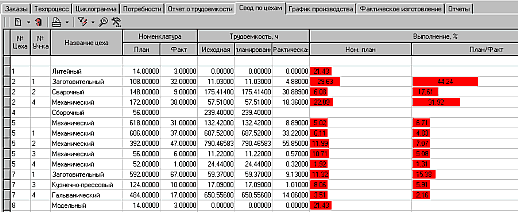
Руководители более высокого ранга — например, начальник производства — могут просмотреть оперативную информацию о ходе выполнения плана подразделениями в целом (рис. 11). Все получаемые таким образом данные можно вывести на печать в виде документов — к примеру, сформировать в автоматизированном режиме ведомость дефицита как для цеха, так и на межцеховом уровне.
Получаемая в ходе работы информация о фактическом изготовлении (сданные детали, фактическая трудоемкость по операциям, разряды, табельные номера и фамилии рабочих
Все перечисленные возможности включены в базовую версию системы TechnologiCS v.1.08.
Скачать статью в формате PDF — 956.2 Кбайт |


