Главная » CADmaster №2(101) 2023 » Машиностроение Численное моделирование условий формирования отливок с обогреваемыми прибылями
Введение
Базовым условием обеспечения сплошности отливки является создание требуемой последовательности затвердевания разных ее частей, надежного питания с выводом усадочных дефектов в удаляемые прибыльные части. Назначение прибылей достаточного размера и рациональной конструкции представляет собой критически важную часть технологического решения. Задача экономии металла на отливку с одновременным сохранением или повышением эффективности питания может быть решена при использовании материалов формы, утепляющих зону размещения прибыли либо отдающих в нее тепло.
Обращение к системам компьютерного моделирования литейных процессов (СКМ ЛП) является стандартной современной практикой при виртуальной диагностике спроектированной технологии изготовления отливки, включающей в том числе проверку и корректировку размеров и конструкции прибылей. Одним из популярных программных продуктов такого профиля, отличающимся, в частности, высокой точностью модели образования усадки, является СКМ ЛП «ПолигонСофт». При моделировании условий изготовления отливки в форме, содержащей специальные теплоизолирующие материалы, для учета их действия достаточно задать необходимые теплофизические свойства в соответствующем объеме сеточной 3D-модели. Случай же моделирования формирования отливки в присутствии материалов из экзотермической (термитной, выделяющей тепло) смеси требует использования специальной модели, включающей описание условий запуска реакции при тепловом взаимодействии материала с жидким металлом и динамики ее протекания с активным тепловыделением [1−4].
Практика использования экзотермических материалов
В настоящее время экзотермические вставки в форму (оболочки прибылей, крышки на прибыль, маты
Применение экзотермических материалов может быть обусловлено не только соображениями экономичности и максимизации продолжительности работы прибылей. В ряде случаев установка, в частности, экзотермических оболочек прибыли может быть единственным вариантом обеспечения сплошности в питаемой области отливки в связи с конструктивно обусловленным малым размером площадки под размещение прибыли.
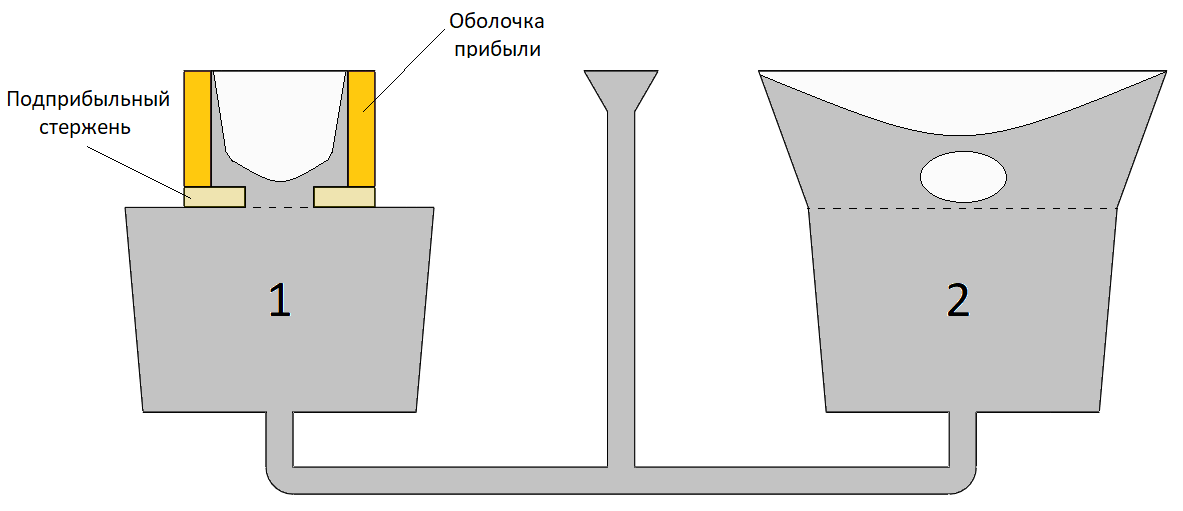
Оболочки прибылей (рис. 1) могут комплектоваться присоединенными снизу песчаными подприбыльными стержнями, служащими для формирования утоненного участка металла — шейки прибыли. Это позволяет снизить трудоемкость отделения прибыли от отливки и сократить объем механической обработки на соответствующем участке. При правильном выборе ширины шейки, формируемой центральным каналом подприбыльного стержня, питание жидким металлом не прекращается в течение всего времени работы прибыли. Преждевременного затвердевания шейки прибыли не происходит в связи с ее сильным прогревом и низким теплоотводом от подприбыльного стержня.
В большинстве случаев экзотермические вставки изготавливаются из скрепленной связующим смеси порошков или стружки алюминия и оксида железа с добавками. Контактируя с расплавом, такой материал воспламеняется при достижении относительно невысоких температур в несколько сотен градусов [8, 9]. Реакция окисления сопровождается интенсивным тепловыделением (Q): Fe2O3 + 2Al → Al2O3 + 2Fe + Q. За относительно непродолжительное время протекания реакции в объеме вставки выделенное тепло позволяет обогреть прибыль, создать вокруг нее разогретую зону, включающую заполненную продуктами реакции область и прилегающие слои литейной формы. В большинстве случаев вставка сохраняет связность после завершения реакции, что позволяет ей работать уже в качестве рыхлого утепляющего материала, а также облегчает проведение мероприятий по предупреждению засорения оборотной смеси.
Модель работы экзотермической смеси
Модель поведения экзотермических вставок при затвердевании отливок, реализованная в новейшей версии СКМ ЛП «ПолигонСофт» 2023.0, сменила ранее использовавшуюся упрощенную, основанную на допущении о постоянстве температуры соответствующего участка формы во время протекания термитной реакции. В основу обновленного функционала заложена распространенная адаптированная модель, по которой материал вставки наделен набором эффективных теплофизических свойств, включая теплоту превращения. При использовании такого подхода удается с достаточной точностью имитировать условия тепловой работы материала, опустив расчет протекания реакции взаимодействия компонентов экзотермической смеси. Эффективные тепловые свойства материала при этом включают «поправку», связанную с необходимостью учета явлений, выходящих за рамки обычных условий решения уравнения Фурье, а также оказываются привязаны к модели и типоразмеру конкретной вставки либо их семейству.
Подлежащее решению в объеме нагретой экзотермической вставки уравнение Фурье имеет следующий общий вид:
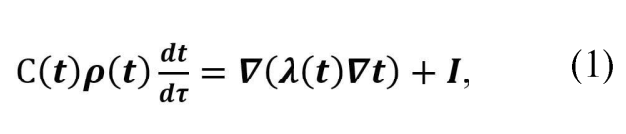
где t — температура; τ — время; С (t), r (t), l (t) — температурнозависимые значения удельной теплоемкости, плотности и теплопроводности экзотермической смеси соответственно; I — функция теплового источника, записываемая в виде:
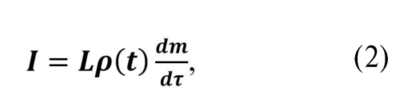
где m — доля превращенного вещества, изменяющаяся от 0 до 1 за фиксированное время полного протекания реакции τign; L — удельный тепловой эффект превращения.
Первоначально I = 0. Момент активации источника в том или ином участке вставки определяется достижением температуры воспламенения tign, что запускает счетчик прироста текущего времени протекания реакции τr (от 0 до τign) и доли превращенного вещества. Тепловыделение прекращается при m=1, смесь в таком участке отождествляется с «выгоревшей».
Исходными данными при решении уравнений (1) и (2) являются предустановленные свойства оболочки С (t), r (t), l (t), L, m=m (τr); m задается на промежутке [0, 1] в виде функции, зависимой от времени реакции τr на промежутке [0, τign].
В местах контакта вставки с металлом, формой и окружающей средой действуют граничные условия III рода. Коэффициенты теплоотдачи по границам с металлом и формой также могут входить в набор индивидуально задаваемых специальных данных в связи с особыми характеристиками поверхности вставки.
Традиционный подход к реализации подобной модели в СКМ ЛП не включает возможности отдельного ввода теплофизических свойств экзотермической смеси после завершения реакции окисления во всем ее объеме, распространено использование осредненных постоянных значений свойств. Настоящее допущение представляется спорным в связи с существенным преобразованием структуры смеси с изменением ее теплофизических свойств и способно снизить точность расчета затвердевания крупных отливок с массивными прибылями, работа которых продолжается еще длительное время после «выгорания» оболочки. Функционирующая в составе «ПолигонСофт» модель предусматривает возможность ввода упомянутых свойств для гибкого учета состояния смеси во время и по завершении термитной реакции.
Задача информационного обеспечения расчетов затвердевания отливок свойствами экзотермических оболочек решена путем включения в СКМ ЛП «ПолигонСофт» соответствующей базы данных, содержащей более 30 наименований. Выбор подходящих свойств оболочек облегчается присутствием аналогов среди продукции, выпускаемой разными производителями. Доступно пополнение базы данными пользователя, извлеченными из литературных источников или по результатам экспериментального определения свойств [10−12].
Вычисления с использованием построенной модели
Работоспособность и адекватность реализованной модели может быть продемонстрирована при проведении серии вычислительных экспериментов на пробах в виде идентичных небольших слитков из стали, оснащенных прибылями разной конструкции (рис. 2). Масса слитка после отделения прибыли составляет около 6 кг, средний диаметр — 93 мм, высота — 120 мм.
Известный способ расчета размеров прибыли связан с предварительным установлением термического модуля отливки Mc — отношения ее объема Vc к площади охлаждаемой поверхности Fc. Термический модуль прибыли Mr (объем Vr к площади Fr) должен быть на 15‑25% выше модуля питаемой части. Обращение именно к указанной методике расчета в данном случае необходимо с учетом способа выбора экзотермической оболочки по каталогам производителей. Такие каталоги вместе с типоразмерными характеристиками продукции содержат указание на эффективный термический модуль, который может быть обеспечен при установке оболочки той или иной модели. Назначение легкоотделяемой прибыли, обогреваемой подобранной оболочкой (рис. 2б), эквивалентно установке традиционной прибыли с таким же модулем (рис. 2а). В серию расчетов также включен вариант с конструкцией прибыли, идентичной формируемой при помощи экзотермической оболочки, однако эту самую оболочку не включающий (рис. 2в). Данные о применяемых материалах, геометрических особенностях слитка и прибылей приведены в табл. 1.
|
|
|
Таблица 1
Характеристика условий изготовления проб
| Вариант | Марка стали | Прибыль | Материал формы | Засыпка | Обогрев прибыли | Vc, см3 | Vr, см3 | Mc, см | Мr, см |
| а | 15Л | Традиционная | Песчано-смоляная смесь | Сверху кварцевым песком | Нет | 822 | 1048 | 2,1 | 2,5 |
| б | Обогреваемая, легкоотделяемая | Неприменимо | Экзотермическая оболочка ASK мод. 9/12 Exactcast | 580 | 2,5 (эфф.) | ||||
| в | Легкоотделяемая | Нет | 580 | 1,8 |
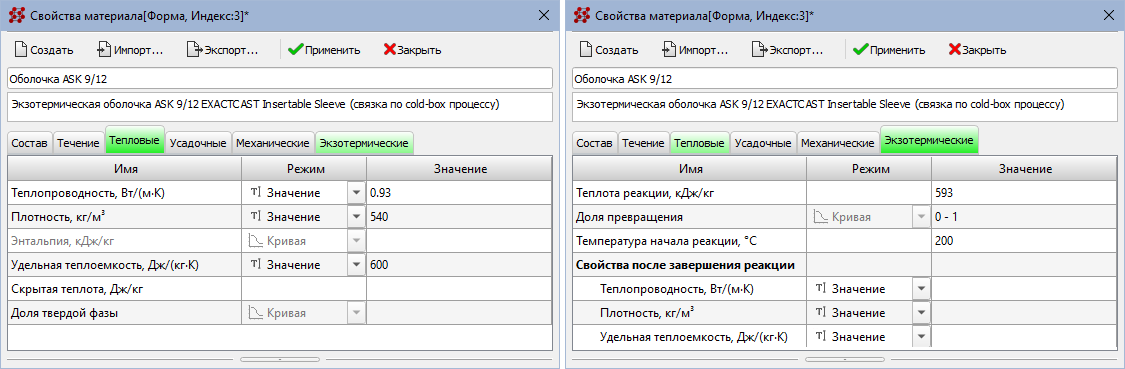
Теплофизические характеристики материалов формы, включая свойства экзотермической оболочки (рис. 3), соответствующие данным производителя, введены из подключенной к СКМ ЛП базы данных.
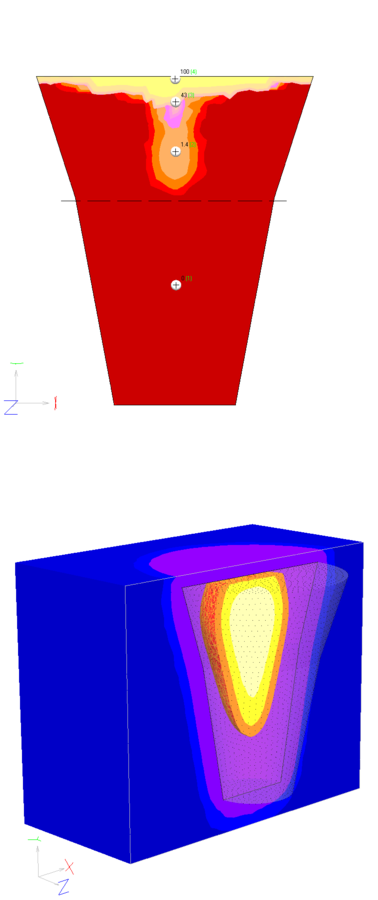
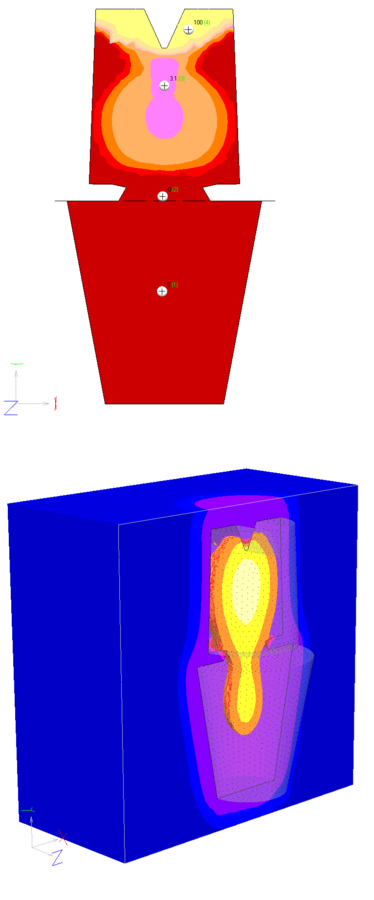
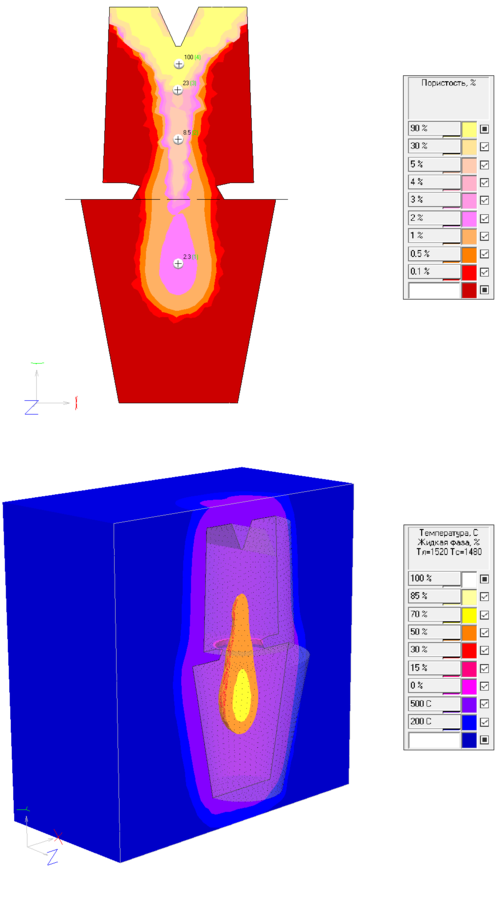
Сопоставление результатов расчета температурно-фазовых полей при затвердевании и распределения усадки в отливках приведено на рис. 4. Для наглядного иллюстрирования условий затвердевания в отливке включен режим отображения участков, в которых объем жидкой фазы превышает уровень изоповерхности в 50%. Такой способ отображения удобен для идентификации тепловых узлов, установления тепловых причин образования усадки
В вариантах «а» и «б» зона концентрации жидкой фазы имеет выраженную коническую форму с уширением кверху, что свидетельствует о достаточном запасе металла в прибылях для питания нижерасположенных участков слитка. В варианте «в» прибыль не содержит достаточного запаса жидкого металла и затвердевает раньше слитка, что приводит к обособлению в нем выраженного теплового узла. Закономерен прогноз усадки: при установке прибыли традиционной конструкции или обогреваемой она полностью в них умещается, а в варианте с уменьшенной прибылью без обогрева слиток в значительной мере поражен дефектами. Следует обратить внимание также на эффективность использования объема прибыли для компенсации усадки. Большая часть экономичной обогреваемой прибыли содержит усадочные дефекты, тогда как традиционная прибыль почти в два раза большего объема занята ими примерно на треть.
|
|
|
Результаты расчета на пробе показали соответствие оболочки заявленному производителем эквивалентному Mr и хорошую воспроизводимость ожидаемого на практике исхода заливки по результатам вычислений с привлечением новой модели поведения экзотермического материала.
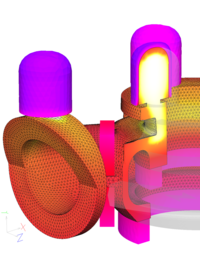
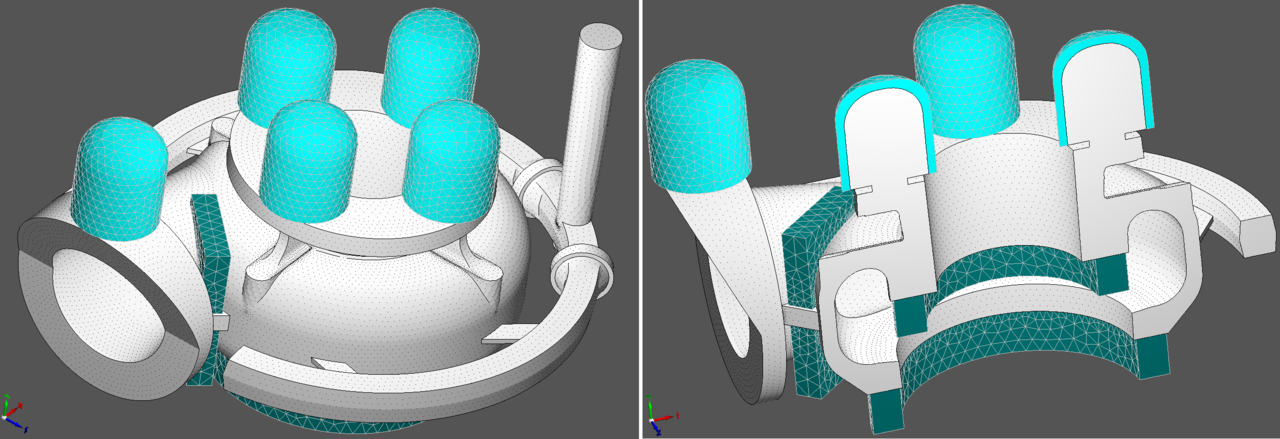
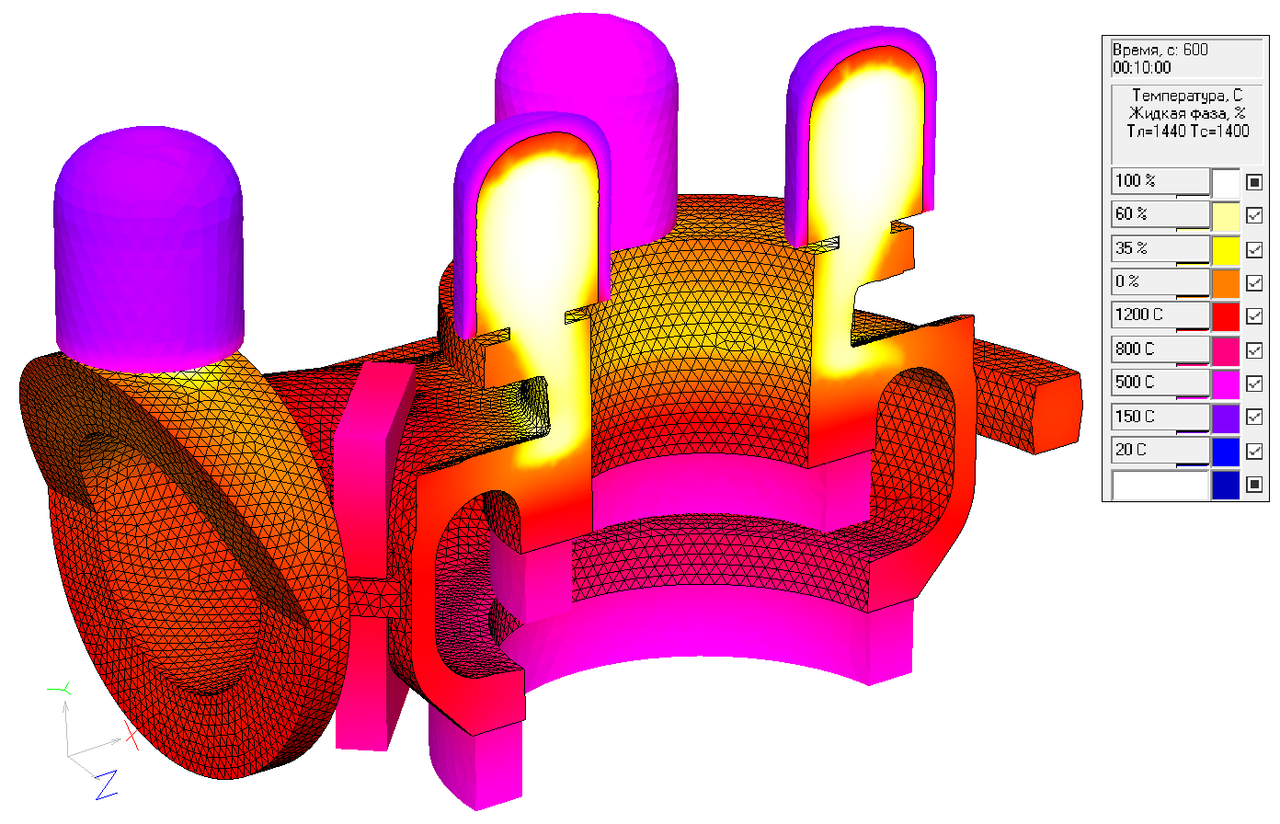
На рис. 5 показаны некоторые детали работы по проекту анализа технологии изготовления отливки «Улитка насоса» из стали марки 10Х18Н10Т в форме из песчано-смоляной смеси. Масса жидкого металла на отливку — 350 кг, средняя толщина стенки — 30−40 мм, максимальный габарит — 730 мм. Для эффективного питания тепловых узлов предпринята установка прибылей в экзотермических оболочках. Установка кольцевых чугунных холодильников должна предотвратить образование тепловых узлов в нижних участках отливки с осложненным питанием. Расчеты в «ПолигонСофт» показали, что использование выбранных экзотермических оболочек прибылей позволяет обеспечить достаточное время присутствия жидкого металла в прибылях (рис. 5б), способствуя надежной компенсации расположенных под ними тепловых узлов, в то время как схема захолаживания на одном из участков потребовала доработки.
|
|
Заключение
Реализованная в СКМ ЛП «ПолигонСофт» модель поведения экзотермических материалов в составе формы позволяет с удовлетворительной точностью выполнить расчет формирования отливок и слитков с обогреваемыми участками, спрогнозировать распределение дефектов. Выполнение численных расчетов может быть рекомендовано при разработке и оптимизации подобных технологий с выбором наиболее подходящих моделей вставок с точки зрения размеров, конструкции и экзотермичности. Возможность управления свойствами материала экзотермической вставки с учетом трансформации ее структуры в процессе и по завершении термитной реакции открывает возможность тонкой настройки задачи моделирования, использования СКМ ЛП в исследовательских целях.
Литература
- Leonhard M., Todte M., Schafer J. Realistic simulation of the combustion of exothermic feeders. // Modern Casting, August 2020,
pp. 35−40 . - Iganszak Z., Popielarski P. Problems of Heat Source Modeling in Iso-Exothermic Materials Used as Riser Sleeves in Foundry. // Materials Science Forum, vols. 514−516, 2006, pp 1438−1442.
- Булитко Е.В.,
Савинов А.С. ,Феоктистов Н.А. ,Чернов В.П. , ЗарицкийБ.Б. Оценка влияния экзотермической вставки на тепловое поле системы «отливка-форма». // Теория и технология металлургического производства, 2021,№ 4 (39), с. 26−30. - Кукуй Д.М.,
Фасевич Ю.Н. ,Лущик П.Е. , ТурокА.И. Возможности компьютерного моделирования для оценки работы экзотермической прибыли. // Сб. Металлургия, вып. 32. Минск: Изд-во БНТУ, 2009, с. 70−75. - EXACTCAST KMV (EX/EXF): [сайт]. URL: https://www.ask-chemicals.com/fileadmin/user_upload/Download_page/product_information_sheets/risers/en/03_EXACTCAST_KMV_EN.pdf.
- Brown J.R. Foseco Ferrous Foundryman’s Handbook. Foseco International Ltd., Butterworth-Heinemann, 2000. — 360 p.
- Экзотермические и изотермические вставки — высокотемпературные волокнистые изделия: [сайт]. URL: http://masterm-vo.ru/glavnaya/ekzotermicheskie-izotermicheskie-vstavki.html.
- Андриянов Е.И., Бурцев
А.Д. Исследование возможности применения экзотермических прибылей и их влияние на качество отливок. Технический отчет ЗИЛ-ВНИИНМАШ. М., 1959. — 103 с. - Yucel O., Turan A., Candeger K.C. Optimization of Exothermic Riser Sleeve Design Parameters. // 9th International Symposium on High-Temperature Metallurgical Processing, 2018, pp. 345−351.
- Ignaszak Z., Prunier J-B. Innovative Laboratory Procedure to Estimate Thermophysical Parameters of Iso-exo Sleeves. // Archives of Foundry Engineering, vol. 17, No. 1, 2017, pp. 67−72.
- Williams T.J., Hardin R.A., Beckerman C. Thermophysical Properties and Performance of Riser Sleeves for Steel Castings. // Int. Journal of Metalcasting, vol. 10, No. 4, 2016, pp. 535−555.
- Midea A.C., Burns M., Schneider M., Wagner I. Advanced Thermo-Physical Data for Casting Process Simulation — the Importance of Accurate Sleeve Properties. // Int. Foundry Research — Giessereiforschung, vol. 59, No. 1, 2007, pp. 34−43.
к.т.н., главный специалист
Дмитрий Шварц,
ведущий программист-разработчик
Алексей Монастырский,
к.т.н., руководитель отдела
Отдел разработки ПО «ПолигонСофт»
АО «СиСофт Девелопмент»
Скачать статью в формате PDF — 2.89 Мбайт |


